What Chamfered Edging Actually Does — and Why the Material Choice Matters
Chamfered edging refers to a beveled or angled transition applied to the edge of a surface, panel, slab, or profile. Istället för att lämna ett rått 90-graders hörn exponerat, skär en avfasning bort det hörnet i en vinkel - vanligtvis 45 grader - vilket ger en yta som är säkrare att röra vid, lättare att rengöra och mer motståndskraftig mot flisning eller delaminering. In construction, manufacturing, and finishing work, the difference between a chamfered edge and a square-cut edge is not merely cosmetic. En korrekt utförd fas kan förlänga livslängden på en kant med 30–50 % i miljöer med hög trafik by eliminating the stress concentration point that square corners create.
Materialet som används för att producera eller skydda den avfasningen avgör allt annat: hur länge den håller, hur den reagerar på stötar och fukt, om den kan flyttas om eller justeras, och vad den kostar under en hel projektlivscykel. Rigid aluminum or PVC chamfer strips have dominated the market for decades, but Magnetisk avfasning av gummi Systemen har fått betydande dragkraft i betongformning, kakelinstallation och arkitektonisk ytbehandling eftersom de löser problem som styva profiler helt enkelt inte kan - speciellt vidhäftning utan fästelement, formbevarande under tryck och enkel borttagning utan ytskador.
Den här guiden täcker mekaniken bakom avfasade kanter, tillgängliga materialkategorier, deras verkliga prestandadata och de specifika scenarierna där varje alternativ är vettigt. Om du anger kantning för ett projekt just nu, finns slutsatserna överst i varje avsnitt.
Geometrin hos en fas: vinklar, djup och ytkompatibilitet
Alla avfasningar är inte lika. The angle and depth of the bevel interact directly with the substrate material, the load the edge will bear, and the visual finish required. Understanding the geometry before selecting an edging product prevents costly rework.
Standardfasvinklar som används i praktiken
- 45-graders fas: The most common angle in construction and joinery. Den skapar lika långa fasade ytor och fördelar kantspänningen symmetriskt. Used in concrete formwork corners, stair nosings, and panel edges.
- 30-graders fas: Produces a longer, shallower bevel — preferred where aesthetics demand a subtle transition rather than a prominent angled face. Vanligt i avancerade skåp och arkitektonisk betong.
- 60-graders fas: Ett brantare snitt som tar bort mer material. Används när utrymme behövs för mekaniska komponenter eller när en djupare skugglinje är designens syfte.
- Anpassade vinklar (15–75 grader): Speciellt för industriella verktyg, precisionsbearbetade delar och arkitektoniska specialprofiler.
Fasdjup och dess strukturella konsekvenser
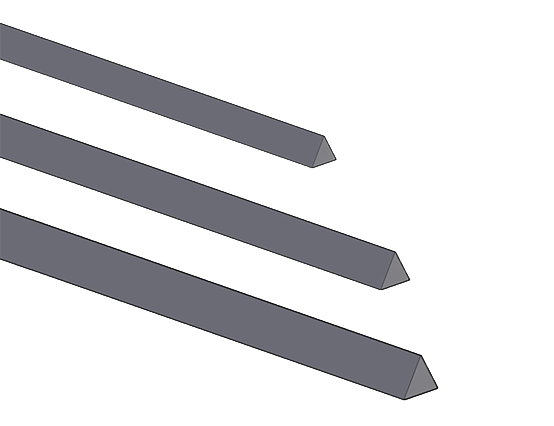
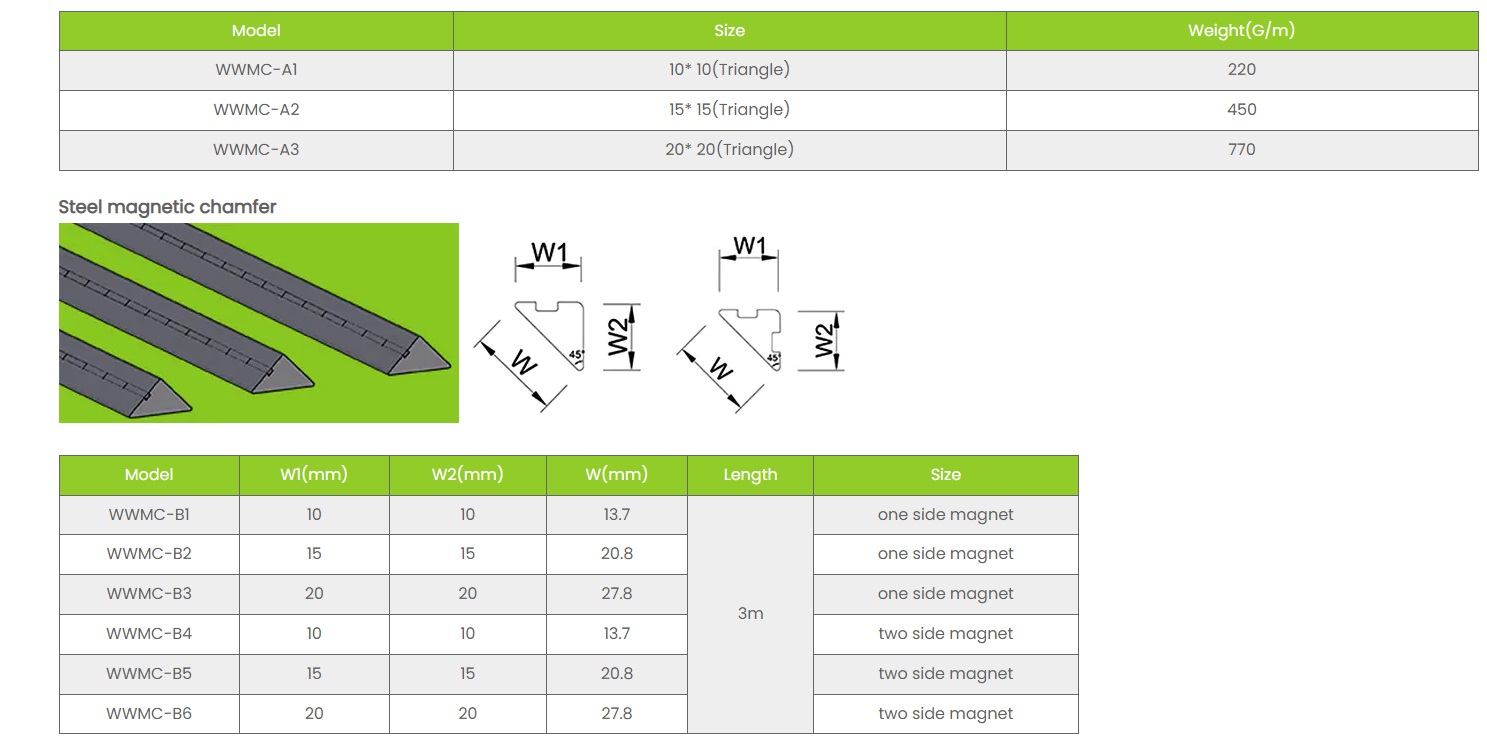
Depth is measured as the distance from the original corner to the start of the chamfer face. I betongformning, en 10 mm × 10 mm avfasningslist (10mm depth, 10mm width) is an industry standard for column corners and slab edges. Shallower chamfers of 5mm × 5mm appear in fine architectural concrete where minimal material removal is preferred. Djupare avfasningar på 20 mm × 20 mm eller större används i tung anläggningsteknik - brostöd, stödmurar och prefabricerade balkar - där avfasningen också tjänar till att styra inriktningen av formen under monteringen.
Underlaget spelar också roll. Betong i standardblandningsproportioner (25–40 MPa tryckhållfasthet) håller en avfasad kant på ett tillförlitligt sätt när avfasningslisten är ordentligt tätad under gjutning. Svagare blandningar under 20 MPa är benägna att spjälka kanter även med en fas närvarande, vilket är anledningen till att specifikationer kombinerar Magnetisk avfasning av gummi strips with quality-controlled pours consistently report fewer post-strip defects than those using rigid PVC on the same mix.
Material Categories for Chamfered Edging: A Direct Comparison
Five main material categories cover the majority of chamfered edging applications in construction, manufacturing, and finishing. Var och en har en distinkt prestationsprofil.
| Material | Återanvändbarhet | Installationsmetod | Fuktbeständighet | Kantkvalitet | Typisk kostnad per meter |
|---|---|---|---|---|---|
| Magnetisk avfasning av gummi | Hög (50–100 cykler) | Magnetisk vidhäftning till stålform | Utmärkt | Mycket rent, minimala tomrum | $3–$8 |
| Styv PVC | Låg (vanligtvis engångsbruk) | Spikad eller limmad | Bra | Bra, nail holes visible | 0,80–2 USD |
| Aluminium | Medium (5–15 cykler) | Skruvas eller kläms fast | Mycket bra | Bra, screw marks possible | $4–$12 |
| Skum/polyuretan | Låg (engångsbruk) | Tejp eller lim | Dålig till måttlig | Måttlig, benägen att riva | 0,50–1,50 USD |
| Trä/MDF | Mycket låg | Spikad | Stackars | Variabel, svullnadsrisk | 0,40–1,20 USD |
Siffrorna för kostnad per meter ovan återspeglar endast råvarukostnaden. När den totala projektkostnaden beräknas inklusive installationsarbete, strippningstid, avfallshantering och omarbetning från kantdefekter, Magnetisk avfasning av gummi systems consistently show a lower total cost per use after the third or fourth reuse cycle . På storskaliga prefabricerade betongprojekt med 500 eller fler linjära meter avfasade kanter per produktionskörning kan skillnaden uppgå till 4 000–9 000 USD i undvikna material- och arbetskostnader per månad.
Magnetisk avfasning av gummi: How It Works and Where It Excels
En magnetisk avfasningsremsa av gummi är en sammansatt produkt: en flexibel gummikropp (vanligtvis EPDM eller neopren) med en remsa av permanentmagnetmaterial inbäddad längs basen. Magneten håller remsan stadigt mot en form av stål eller järn utan några spikar, skruvar, tejp eller klämmor. Gummikroppen böjer sig något för att anpassa sig till mindre ytojämnheter på formen, vilket eliminerar de små springorna vid basen av fasningen som orsakar betongblödningar och kanthåligheter i stela PVC-installationer.
Magnetisk hållkraft och varför det är viktigt i praktiken
Den inbäddade magneten i en standard Magnetisk avfasning av gummi remsan producerar en hållkraft inom området 3–8 kg per linjär decimeter , beroende på remsstorlek och magnetkvalitet. För en typisk 10 mm × 10 mm avfasningsremsa betyder detta att en längd på 1 meter utövar cirka 30–50 kg total magnetisk vidhäftning mot stålformytan. Betongvibrationer under placering genererar sidokrafter långt under denna tröskel i standardapplikationer, så remsan förblir stationär under hela gjutningen utan någon extra fixering.
Detta har betydelse eftersom rörelse av en avfasningslist under vibration är en av de vanligaste orsakerna till kantdefekter i prefabricerad betong och in-situ betong. Även en 1–2 mm förskjutning under vibration skapar en synlig oregelbundenhet i den färdiga avfasade kanten - ett fel som kräver slipning eller lappning innan elementet kan accepteras. Fältrapporter från prefabricerade betongtillverkare i Tyskland och Nederländerna dokumenterar en 60–75 % minskning av frekvensen av kantfel efter byte från spikad PVC till magnetiska avfasningslister av gummi på stålformbord.
Avskaffande prestanda och ytkvalitet
När betongen har härdat och formen är avskalad, skalar den magnetiska gummifasningen rent från både stålformen och betongytan. Gummits naturliga flexibilitet gör att det släpper utan verktyg i de flesta fall - en arbetare tar helt enkelt tag i ena änden och drar av remsan längs dess längd. Den avfasade kanten i betongen lämnas med en slät, väldefinierad yta som inte kräver ytterligare efterbehandling i arkitektoniska tillämpningar.
Jämför detta med spikade PVC-remsor, som måste bändas bort - en process som ofta skadar både PVC (som gör den icke-återanvändbar) och betongkanten (orsakar mindre sprickor vid spikhålsplatser). Träfaslister förstörs ofta vid avskalning och måste kasseras som avfall. Den magnetiska gummiremsan, när den väl är avskalad, kan torkas ren och flyttas omedelbart vid nästa hällning.
Temperaturområde och miljöprestanda
EPDM-baserade Magnetisk avfasning av gummi-produkter bibehåller flexibilitet och magnetisk prestanda över ett temperaturintervall på ca. -30°C till 120°C . Detta gör dem lämpliga för vinteravgjutning utomhus i kallt klimat (där PVC blir skört och benäget att spricka under installationen) samt för uppvärmda härdningskammare som används i accelererad prefabricerad produktion. Neoprenformuleringar erbjuder något lägre termiskt område men bättre motståndskraft mot oljor och vissa lösningsmedel, vilket gör dem till att föredra i industriella prefabricerade anläggningar där släppmedel med lösningsmedelsinnehåll används.
Tillämpningar där avfasad kant ger mätbara resultat
Fasad kant är inte en engångsprodukt. Samma princip – avfasning av ett hörn för att ta bort en spänningskoncentrationspunkt och förbättra finishen – gäller över branscher som sträcker sig från civilingenjör till möbeltillverkning. Följande applikationer representerar de mest använda fallen.
Prefabricerade betongelement
Prefabricerad betongtillverkning är den enskilt största applikationen för fasade kanter globalt. Väggpaneler, golvplattor, balkar, pelare och trapphus kräver alla avfasade hörn för säker hantering, ren stapling och färdig estetik. En standard förgjuten väggpanel som mäter 3m × 6m har cirka 18 linjära meter avfasade kanter. Med en produktionshastighet på 20 paneler per dag cirkulerar en enda anläggning genom 360 meter avfasningsremsa dagligen.
Vid denna volym, återanvändbarheten av Magnetisk avfasning av gummi remsor blir ekonomiskt avgörande. En högkvalitativ magnetisk gummiremsa klassad för 80 produktionscykler minskar råvaruförbrukningen med en faktor 80 jämfört med engångsalternativ. För en anläggning som kör 360 meter avfasning dagligen kan en byte från engångs-PVC till återanvändbara magnetiska avfasningsremsor av gummi minska de årliga materialkostnaderna för avfasningsprodukter med $18 000–$45 000 beroende på bandstorlek och lokala materialpriser .
Arkitektonisk in-situ betong
Exponerad betong i arkitektoniska applikationer - fasader, interiöra väggar, trappor och skräddarsydda strukturella element - kräver en avfasad kantkvalitet som standardpraxis på plats kämpar för att uppnå konsekvent. Styv PVC som spikas på träform ger avfasningar med spikhålsskuggor, lätt vågighet från brädans krökning och enstaka blödningslinjer vid basen av remsan. Magnetiska avfasningslister av gummi på stödskivor av stål eliminerar alla tre defekterna genom att anpassa sig exakt till formytan och täta mot den utan mekaniska fästen.
Arkitektoniska betongspecifikationer i Europa citerar allt oftare SCC (Self-Compacting Concrete) placerad vid 200–250 mm sjunkflöde , en blandning som utövar högre sidotryck på formen och som är känsligare för eventuella mellanrum vid basen av avfasningslister. Magnetiska avfasningsremsor av gummi överträffar styva alternativ vid dessa blandningskonsistenser eftersom den flexibla gummibasen tätar under det ökade hydrostatiska trycket snarare än att lyftas bort från det.
Installation av kakel och sten
I kakel- och stenarbeten avser avfasade kanter profilerade aluminium- eller rostfria lister installerade vid kakelomkretsar, stegnosar och övergångar mellan golvmaterial. Dessa remsor skyddar kakelkanten från flisning - ett särskilt vanligt felläge i porslinsplattor, som är mycket spröd i utsatta hörn. En avfasad kakelkantprofil med en 45-graders yta absorberar laterala stötar och fördelar den över murbruksbädden istället för att koncentrera den vid kakelhörnet.
Avfasade kanter i rostfritt stål i kommersiella miljöer (flygplatser, sjukhus, detaljhandeln) är klassade för fotgängarbelastningar som överstiger 500 kg/m² utan deformation. Aluminiumprofiler i bostadsmiljöer hanterar standardlaster på ett adekvat sätt till lägre kostnad. Valet mellan fräsfinish, borstad och anodiserad finish påverkar både hållbarhet och underhållsfrekvens – borstat rostfritt stål döljer mindre repor och är den dominerande specifikationen för högtrafikerade offentliga utrymmen.
Träbearbetning och panelprodukter
Inom möbeltillverkning och snickeri appliceras avfasade kanter på MDF, plywood och massiva träpaneler med hjälp av fräsbitar eller dedikerade kantbandsmaskiner. En 2 mm × 45-graders avfasning på skåpdörrens kanter är en standarddetalj som gör att möbler i produktionskvalitet ser mer raffinerade ut utan att lägga till betydande kostnader. I högvolymproduktion ger automatiserad kantfasning konsekventa resultat med hastigheter på 20–40 meter per minut på moderna CNC-kantbandslinjer.
Fasningar i massivt trä på möbelben, bordsskivor och dörrkarmar skärs vanligtvis med en avfasningsbit i ett fräsbord eller bordssågjigg. Den funktionella fördelen – att eliminera den skarpa arris som annars skulle flisa eller splittras – är sekundär till den visuella fördelen med en raffinerad, avsiktlig kantdetalj som läses som hantverk snarare än ändamålsenlighet.
Installation Bästa praxis för fasad kant i betongform
Installationskvaliteten avgör kantkvaliteten. Följande metoder gäller för avfasade kanter i betongapplikationer - det mest krävande sammanhanget när det gäller precision, tryck och ytfinishkrav.
Ytförberedelse innan remsan placeras
Stålformskivor måste vara rena, plana och lätt oljade med ett lämpligt släppmedel innan någon avfasningslist placeras. Betongrester från tidigare gjutningar som finns kvar på panelytan skapar höga fläckar som hindrar avfasningslisten från att sitta jämnt - grundorsaken till de tidigare nämnda blödningslinjerna och kanthålen. För Magnetisk avfasning av gummi remsor, reduceras den magnetiska hållkraften proportionellt med ett mellanrum mellan remsans magnetbas och stålpanelen, så ytrenheten påverkar direkt både hållsäkerheten och den producerade kantkvaliteten.
Ett praktiskt rengöringsprotokoll för stålformsbord: stålborsta eventuella betongrester omedelbart efter avskalning (innan den härdar helt), torka av med en fuktig trasa, applicera ett tunt lager släppmedel och låt torka innan nästa remsa placeras. Detta lägger till cirka 5–8 minuter per panel till cykeln men minskar risken för kantdefekter avsevärt.
Positionering och uppriktning
Faslister ska placeras med sin spets (det yttersta hörnet av fasprofilen) exakt i linje med den avsedda hörnlinjen för det färdiga betongelementet. För magnetiska gummiremsor på stålformer bibehålls denna inriktning av magneten - när den väl har placerats glider den inte om den inte avsiktligt flyttas. För spikade remsor ska inriktningen kontrolleras med en rak kant efter spikning, eftersom spikkrafter kan förskjuta remsan något från avsett läge.
Vid skarvar mellan avfasningslistlängder — där en remsa slutar och nästa börjar — ska ändarna skäras rent i 90 grader och stumpas tätt mot varandra. Ett mellanrum på till och med 1–2 mm vid en bandfog kommer att producera en betongfena vid den punkten, som kräver slipning efter strippning. På långa sträckor som överstiger 3 meter kan mindre termisk expansion av remsorna under härdningen öppna stumfogarna något; att specificera remsor med kompressionspassade ändprofiler eller använda tunna silikonpärlor vid fogar förhindrar detta.
Protokoll för betongplacering och vibration
Inre vibrationer bör inte appliceras direkt mot eller omedelbart intill avfasningslister. Vibratorhuvudet ska sättas in minst 150 mm från valfri remsa och flyttas i ett systematiskt rutmönster över hällområdet. Övervibration nära avfasade remsor - särskilt flexibla gummilister - kan göra att remsan lossnar lokalt från formytan om vibrationsfrekvensen ger resonans med remsans massa och magnethållningskraft.
För Magnetisk avfasning av gummi remsor, vibrationer vid standardfrekvenser (50–200 Hz) inom 150 mm från remsan har i kontrollerade tester visat sig inte ge någon mätbar förskjutning förutsatt att den magnetiska hållkraften uppfyller tillverkarens specifikation. Användning av underdimensionerade remsor på en given formyta – till exempel en 5 mm × 5 mm remsa på en gjutning som förväntas nå 1,5 m djup – minskar hållkraften per ytenhet och ökar risken för förskjutning under vibrationer.
Stripningssekvens och Strip-återställning
Förmwork should not be stripped until the concrete has reached sufficient strength to resist edge damage — typically at least 70% of design strength, which at standard temperatures (20°C) corresponds to approximately 18–24 hours for standard mixes. Early stripping at lower strengths produces chamfered edges that crumble or chip, negating the entire purpose of the chamfer.
Vid borttagning av magnetiska avfasningsremsor är den korrekta tekniken att börja i ena änden, greppa remsan ordentligt och dra av den i en spetsig vinkel (cirka 30–45 grader) mot formytan. Dra i 90 grader (rakt från ansiktet) placerar magneten i sin starkaste orientering och kräver mer kraft än nödvändigt. Peeling i en vinkel bryter gradvis den magnetiska kontakten och kräver mycket mindre ansträngning. Efter återhämtning bör remsorna inspekteras med avseende på revor, deformation eller betongvidhäftning, rengöras och förvaras plant för att förhindra permanent böjning.
Att välja rätt avfasad kantprodukt: Beslutskriterier
Att välja en avfasad kantprodukt innebär att man väger flera faktorer samtidigt. Följande ram omfattar de kriterier som betyder mest i praktiken.
Förmwork Type Compatibility
Magnetisk avfasning av gummi remsor är endast lämpliga där formytan är ferromagnetisk - vanligtvis konstruktionsstål eller järn. De kommer inte att fästa på aluminiumformer, träformer eller FRP-paneler (fiberförstärkt plast). Om ditt formsystem är aluminium- eller träbaserat är styva PVC- eller aluminiumfasremsor som är mekaniskt fixerade det lämpliga valet. Om din verksamhet använder stålformbord (som är standard i europeiska prefabricerade fabriker), är magnetiskt gummi nästan alltid det överlägsna alternativet.
Volym och återanvändningsfrekvens
Om ett projekt omfattar färre än fem användningar av en given avfasning - en engångsarkitektonisk del eller ett litet bostadshus - kanske den högre initialkostnaden för magnetiska gummiremsor inte är motiverad. PVC för engångsbruk för 0,80–2,00 USD per meter är ekonomiskt rationellt vid låga volymer. Vid sex eller fler återanvändningar, skiftar ekonomin avgörande mot magnetiskt gummi, som amorterar dess högre initiala kostnad över användningscyklerna.
Ytbehandlingskrav
För Class A or architectural finish concrete — where the chamfered edge will be permanently exposed in the finished structure — the additional edge quality delivered by magnetic rubber chamfer strips justifies their use even at lower reuse volumes. Defektreparation på arkitektonisk betong kostar 50–200 USD per kvadratmeter i kvalificerad arbetskraft och material; förhindra även ett litet antal kantdefekter per hällcykel betalar snabbt för premiumprodukten.
Miljö- och säkerhetshänsyn
PVC-fasremsor för engångsbruk representerar en materialavfallsström som är svår och kostsam att återvinna – de flesta hamnar på deponi. På en stor prefabricerad operation som förbrukar 500 meter PVC-fasremsa per dag, uppgår den årliga plastavfallsgenereringen till ca. 180 kilometer band, eller ungefär 900 kg PVC . Att byta till återanvändbara magnetiska avfasningslister av gummi eliminerar denna avfallsström nästan helt, en fördel som alltmer väger tungt i hållbarhetsklassade byggprojekt där materialavfallsrapportering är obligatorisk.
Vanliga fel i avfasade kanter och hur man förhindrar dem
De flesta avfasade kantfel faller inom ett litet antal identifierbara kategorier. Att förstå grundorsaken till varje fel leder direkt till den förebyggande åtgärden.
- Blödningslinjer vid basen av avfasningen: Orsakas av ett gap mellan remsan och formytan. Förebyggande: se till att formytan är ren och platt; använd flexibla gummilister som överensstämmer med mindre ytojämnheter; applicera släppmedel innan remsan placeras.
- Kantspjälkning under skalning: Orsakas av strippning innan tillräcklig betonghållfasthet eller genom att använda nyfikna verktyg direkt mot betongkanten. Förebyggande: verifiera minsta hållfasthet före strippning; använd peeling-rörelser för gummilister istället för att bända.
- Betongfenor vid listskarvar: Orsakas av springor mellan ändarna på remsorna. Förebyggande: skär remsändarna rent vid 90 grader; använd kompressionspassade ändprofiler eller täta fogar med en tunn silikonvulst.
- Remsförskjutning under vibration: Orsakas av vibratorplacering för nära remsan eller av underdimensionerade remsor med otillräcklig hållkraft. Förebyggande: håll minst 150 mm avstånd från remsan; verifiera specifikationen för magnetisk hållkraft matchar gjutdjup och betongtryck.
- Vågighet i den färdiga avfasade kanten: Orsakas av böjning av formskivan under betongtryck, av banddeformation eller av spikkrafter som förskjuter stela band under installationen. Förebyggande: använd tillräckligt förstyvad formsättning; byt till magnetfäste för att eliminera spikningsförvrängning.
- Gummiband som går sönder under återhämtning: Orsakas av dragning i 90 grader mot formytan, av betonglimning till remsytan (vanligtvis på grund av släppmedelsfel), eller genom att använda en sliten remsa som har tappat flexibiliteten. Förebyggande: skal vid 30–45 grader; inspektera och byt ut applikationsprotokoll för släppmedel; remsor som visar sprickor på ytan eller förlust av flexibilitet.
Underhåll och livscykelhantering av återanvändbara avfasningslister
Magnetiska avfasningsremsor av gummi, som alla återanvändbara industriprodukter, kräver en grundläggande underhålls- och inspektionsrutin för att uppnå det nominella antalet återanvändningscykler. Operatörer som implementerar denna rutin rapporterar konsekvent remsans livslängder på eller över tillverkarens specifikation. De som inte gör det - vanligtvis behandlar remsor som engångsprodukter även när de inte är det - ser förtida misslyckanden som urholkar den ekonomiska fördelen med återanvändbarhet.
Efter varje användning
- Torka av remsan med en fuktig trasa för att ta bort alla betongrester medan den fortfarande är mjuk (inom 30 minuter efter att den tagits bort).
- Inspektera gummikroppen för revor, skärsår eller deformation längs profilen. Remsor med revor längre än 10 mm bör tas ur bruk för att förhindra att betong tränger in genom det skadade området.
- Kontrollera ändarna på remsan för kompressionsdeformation vid fogpunkter. Trimma skadade ändar rent om deformationen är lokaliserad till inom 20 mm från änden.
- Förvara remsorna plana eller hoprullade (med en radie som inte är tätare än 300 mm för 10 mm × 10 mm profiler) i en torr miljö borta från direkt solljus och ozonkällor (elektriska motorer, svetsutrustning).
Regelbunden inspektion (var 10:e–20:e cykel)
Mät den magnetiska hållkraften med en enkel avdragsmätare. En remsa som visar under 60 % av dess ursprungliga angivna hållkraft bör tas bort - magneten har antingen avmagnetiserats (sällsynt i väl specificerade produkter) eller så har gummikroppen deformerats tillräckligt för att minska kontaktytan med stålformen. Kontrollera gummiytans hårdhet kvalitativt genom att trycka med en tumnagel: ytan ska dra in och återhämta sig omedelbart. En gummiyta som förblir indragen i mer än 2–3 sekunder har härdat utanför sitt användbara intervall och kommer inte längre att anpassa sig till formytan.
För large operations running thousands of meters of Magnetisk avfasning av gummi strip, ett enkelt spårningssystem – märkning av varje remsa med en produktionscykelräkning med hjälp av en färgmarkör – tillåter operatörer att identifiera högcykelremsor innan de inte fungerar. Detta förhindrar det mest kostsamma felläget: en remsa som misslyckas i mitten av produktionen, som kräver nödavisolering, reparation och eventuellt kassering av betongelementet.