En slutarmagnet fungerar genom att använda en roterande intern magnetenhet för att växla mellan en aktivt magnetiskt tillstånd och a externt flödestillstånd nära noll . När den slås PÅ, klämmer dess magnetfält fast ferromagnetisk form med krafter som sträcker sig från 500 N till över 3 500 N . När de är avstängda tar de interna magneterna ut varandra, och enheten släpper rent med en enkel 180-graders nyckelrotation - ingen elektricitet krävs vid något tillfälle.
3 500 N Högsta hållkraft (tunga modeller)
180° Nyckelrotation för att byta tillstånd
0 W El som förbrukas under drift
Vad är a Slutande magnet och var används den
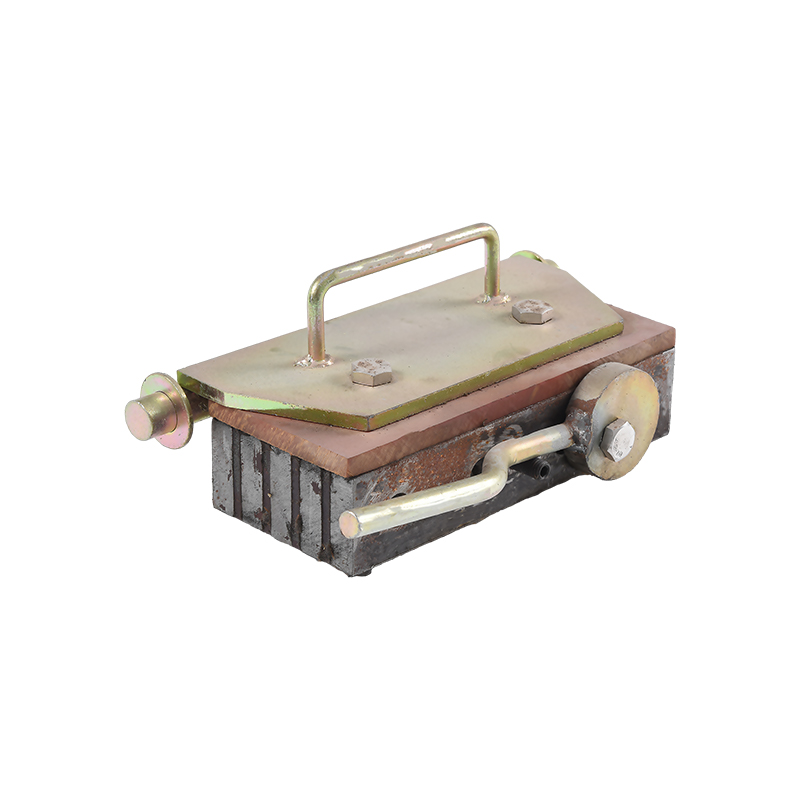
En slutarmagnet - ibland kallad en prefabricerad magnet, formmagnet eller gjutmagnet - är en omkopplingsbar permanentmagnetanordning som används i prefabricerad betongproduktion. Den håller stålformningsprofiler (sidolister, insatser, blockouter) plant mot stålgjutbädden under betonggjutning och vibration, och släpper dem sedan rent när betongen har härdat.
Till skillnad från traditionella nedskruvnings- eller klämmetoder kräver en slutningsmagnet ingen borrning, ingen svetsning och inga fästelement. En arbetare placerar formelementet, pressar magneten i kontakt med stålbädden med en enkel spak eller nyckel, och magneten håller profilen på plats medan betong gjuts runt den.
Dessa enheter finns i anläggningar som producerar plattor med ihåliga kärnor, dubbla T-stycken, väggpaneler, pelare, balkar och andra prefabricerade konstruktionselement. Ledande europeiska prefabricerade producenter bytte till magnetiska slutarsystem med början i början av 2000-talet, och tekniken har sedan dess spridits globalt i takt med att prefabricerade betongproduktionen har ökat. Enligt European Precast Concrete Association översteg den europeiska prefabricerade betongproduktionen 200 miljoner kubikmeter årligen i början av 2020-talet, och magnetiska slutarverktyg är nu standard i de flesta automatiserade eller halvautomatiska anläggningar i regionen.
Branschanmärkning
Skiftet från mekaniska klämmor till slutande magneter i prefabricerade fabriker har dokumenterats minska formsättningstiden med 30–50 % på typiska panellinjer. (Källa: Precast/Prestressed Concrete Institute, 2019 års teknikundersökning)
Core Advantage
Ingen el. Ingen borrning. Full hållkraft från enbart permanentmagneter — slås PÅ och AV mekaniskt.
Fysiken bakom den omkopplingsbara funktionen
För att förstå hur en slutarmagnets omkopplingsbara funktion fungerar måste du förstå manipulation av magnetisk flödesväg. Varje permanentmagnet skapar ett fält - en slinga av magnetiskt flöde som färdas från nordpolen till sydpolen. Den viktigaste tekniska insikten bakom omkopplingsbara permanentmagneter är att detta flöde kan omdirigeras internt så att det cirkulerar helt och hållet inom magnethöljet snarare än att sträcka sig utåt för att greppa en extern yta.
Motsatt konfiguration med två magneter
De flesta slutarmagneter använder ett tvåmagnetsystem med en fast magnet och en roterande magnet. I OFF-tillståndet är den roterande magneten placerad så att dess poler är riktade mot den fasta magneten - norr mot norr, söder mot söder. Fluxet från varje magnet avbryts internt och praktiskt taget inget fält kommer ut från bottenytan. På en stålgjutsäng sitter magneten med nästan noll attraktion - den kan skjutas och flyttas för hand.
När operatören roterar den inre magneten 180 grader med hjälp av en nyckel eller spak, riktas polerna nord-till-syd över de två magneterna. Nu går flödesvägen ut genom bottenytan, genom stålbädden och tillbaka — detta är PÅ-läget. Slutningsmagneten griper sängen med sin fulla nominella kraft, mätt i Newton eller ibland kilogram-kraft (kgf).
Det magnetiska materialet som används är nästan universellt neodymjärnbor (NdFeB) , klass N42 eller högre, för sin extremt höga energiprodukt (mätt i MGOe — megagauss-oersteds). NdFeB-magneter producerar starkare fält per volymenhet än något annat kommersiellt tillgängligt permanentmagnetmaterial. Ett typiskt slutarmagnethus kan innehålla NdFeB-block med en energiprodukt av 42–52 MGOe , vilket är det som gör att en kompakt enhet kan leverera över 1 000 N hållkraft.
Rollen av det mjuka stålhuset
Det yttre höljet på en slutarmagnet är tillverkat av mjukt stål, som fungerar som magnetkretsens returväg. Stål har hög magnetisk permeabilitet - det kanaliserar flödet effektivt. Huset är precisionsbearbetat så att i ON-tillståndet minimeras gapet mellan bottenytan och stålgjutbädden, vanligtvis mindre än 0,1 mm . Varje bråkdel av en millimeter luftgap minskar avsevärt hållkraften. En 1 mm luftspalt kan minska kraften med 60–80 % jämfört med full kontakt, varför kontaktytan på magneten måste hållas ren och platt.
Halbach Array-varianter
Vissa avancerade slutarmagneter använder en Halbach-arraykonfiguration - ett rumsligt arrangemang av permanentmagneter som koncentrerar det magnetiska flödet på ena sidan av enheten. Halbach-arrangemang beskrevs först av fysikern Klaus Halbach 1980 för användning i partikelacceleratorer (källa: Klaus Halbach, "Design of Permanent Multipole Magnets," Nuclear Instruments and Metods, 1980). I ett slutarmagnetsammanhang betyder en Halbach-inspirerad konfiguration att bottenytan har ett intensifierat fält medan den övre ytan har ett nästan nollfält, vilket förbättrar både hållkraften och förarens säkerhet.
Steg-för-steg: Hur den omkopplingsbara funktionen fungerar i praktiken
Den omkopplingsbara funktionen hos en slutarmagnet är enkel i drift men förlitar sig på exakt inre geometri. Här är exakt vad som händer i varje steg:
1
Positionering (AV-läge)
Slutarmagneten är i sitt AV-läge. Den inre rotormagneten är orienterad så att dess poler är motsatta den fasta magneten. Externt flöde är nära noll - vanligtvis mindre än 5 % av nominell kraft läcker utåt. Magnetkroppen kan lyftas, bäras och placeras för hand på stålgjutbädden med minimalt motstånd.
2
Aktivering
Operatören för in en T-nyckel eller spak i nyckelhålet på toppen av magnetkroppen och roterar 180 grader . Detta roterar mekaniskt den interna NdFeB-rotorn till det inriktade läget. Flödesvägen växlar från intern avstängning till fullständig extern projektion genom bottenytan.
3
Klämning (ON-tillstånd)
I ON-läge griper slutarmagneten stålgjutbordet med sin fulla nominella hållkraft. För en 1 000 N enhet är det ungefär 102 kgf — tillräckligt för att hålla stålformningsprofiler stadigt på plats under högfrekventa betongvibrationer (vanligtvis 50–200 Hz vid amplituder på 0,5–3 mm). Magneten förbrukar ingen elektricitet under denna period.
4
Släpp
Efter betonghärdning vrider operatören nyckeln igen - ytterligare 180 grader - och återställer rotorn till motsatt position. Kraften sjunker till nära noll. Magneten kan sedan bändas av bädden (eftersom kvarvarande ytfriktion fortfarande finns) med hjälp av en integrerad spak eller ett separat deaktiveringsverktyg. Många enheter har en inbyggd hävarm som ger mekaniska fördelar för detta steg.
5
Ompositionering för nästa rollbesättning
När formningsmagneten väl har släppts ompositioneras den för nästa formlayout. I helautomatiska prefabricerade anläggningar med robotformade sättare hanteras detta steg av en robotarm som använder magneter som aktiveras av magneter — men den underliggande fysiken och omkopplingsprincipen förblir densamma som den manuella versionen.
Betyg och specifikationer för slutande magnetkraft
Formningsmagneter finns tillgängliga i ett brett utbud av hållkraftsklasser för att matcha olika formbelastningar. Tabellen nedan sammanfattar vanliga kraftklasser, typiska husdimensioner och typiska tillämpningsscenarier.
| Force Rating | Ca. kgf | Typisk kroppslängd | Vanliga applikationer |
|---|---|---|---|
| 500 N | ~51 kgf | 70–80 mm | Tunna panelprofiler, små insatser, dekorativa element |
| 1 000 N | ~102 kgf | 100–120 mm | Standardväggskivor, bjälklagsskivor, allmän fönsterform |
| 1 500 N | ~153 kgf | 130–150 mm | Kraftiga skjutprofiler, trappelement, balkonger |
| 2 000 N | ~204 kgf | 160–180 mm | Balk- och pelarformer, stora blockerade ramar |
| 3 500 N | ~357 kgf | 200–250 mm | Tunga konstruktionselement, tunnelbeklädnadsformer, brosegment |
Kraftvärden mäts vanligtvis på en ren, platt stålplåt med låg kolhalt 10 mm eller större tjocklek . Tunnare stålbäddar – eller bäddar med ytbeläggningar, rost eller betongrester – minskar den effektiva kraften avsevärt. Det är därför prefabricerade anläggningsunderhållsprotokoll konsekvent kräver att både magnetkontaktytan och stålbäddens yta rengörs före varje produktionscykel.

Typer av slutande magneter genom aktiveringsmekanism
Alla slutarmagneter växlar inte på samma sätt. Även om den underliggande fysiken är densamma, varierar det mekaniska gränssnittet för omkoppling avsevärt mellan produktlinjer:
NYCKEL
Nyckelaktiverade roterande magneter
Den vanligaste typen. En T-formad eller sexkantnyckel sätts in i en port ovanpå magneten och roteras 180 grader. Enkel, låg kostnad och mycket pålitlig. Kräver att operatören bär en dedikerad nyckel, som ibland är bunden till själva magneten. Enheter från tillverkare som Assfalg (Tyskland) och Fidbox (Italien) har använt denna mekanism i över 20 år.
LVR
Spakaktiverade magneter
En inbyggd hävarm roterar den interna magneten och ger samtidigt mekanisk fördel för att lyfta magneten från sängen under frigöring. Detta är den dominerande designen för tunga enheter (2 000 N ), där frigöringskraften annars skulle vara opraktisk att applicera för hand. Spaken fungerar även som bärhandtag vid ompositionering.
AUTO
Solenoid-assisterade magneter för automatisk utlösning
Används i helautomatiska prefabricerade karuseller och robotstödda linjer. En liten solenoidspole ger en kort puls av motsatt elektromagnetiskt flöde för att övervinna rotorns mekaniska friktion, vilket gör att en robot eller ställdon kan släppa magneten utan manuell nyckelmanövrering. Hållkraften under gjutningen förblir enbart från permanentmagneten - elektricitet används endast för omkopplingspulsen.
LÅDA
Boxmagneter (kombinationsrammagneter)
Dessa är långsträckta formningsmagnetenheter med flera magnetiska poler längs sin längd, utformade för att hålla långa formskenor över spännvidder på 600–1 500 mm. Flera magnetiska kärnor i ett enda hus delar en gemensam omkopplingsmekanism. En enda spakfunktion aktiverar alla stolpar samtidigt, vilket bibehåller konsekvent hållkraft över hela profilens längd.
Nyckeldesignparametrar som avgör hur väl den omkopplingsbara funktionen fungerar
Kvaliteten på den omkopplingsbara funktionen i alla slutarmagneter beror på flera tekniska parametrar. Att förstå dessa hjälper prefabricerade producenter att välja rätt produkt och underhålla den på rätt sätt:
Intern magnetkvalitet
Högre NdFeB-kvaliteter (N45, N50, N52) ger högre energitäthet. En N52 NdFeB-magnet har en maximal energiprodukt på ungefär 52 MGOe , jämfört med 42 MGOe för N42. Detta leder direkt till högre hållkraft per volymenhet, vilket möjliggör mer kompakta höljen för en given kraftklassificering. N52-kvaliteten är dock mer spröd och något mindre korrosionsbeständig, vilket kräver bättre hustätningsdesign.
Rotorlagerprecision
Den roterande innermagneten måste vridas mjukt för att säkerställa tillförlitlig omkoppling. Slitna eller korroderade lager ökar kopplingsvridmomentet, vilket gör det svårare för operatörer att aktivera och släppa enheten. Kvalitetsformningsmagneter använder förseglade lager av rostfritt stål med nominell livslängd som ofta anges vid 100 000 växlingscykler . Lager under specifikation är den vanligaste punkten för mekaniska fel i använda slutarmagneter.
Husmaterial och geometri
Lågkolstålhuset kanaliserar magnetiskt flöde. Dess väggtjocklek, geometri och precisionen hos den bearbetade kontaktytan påverkar alla hur effektivt flussmedel levereras till den yttre ytan. Kontaktytornas planhetstoleranser specificeras vanligtvis vid 0,05 mm eller bättre . Varje skevhet eller gropbildning från stötskador ökar det effektiva luftgapet och minskar hållkraften.
Restflöde i AV-läge
En väldesignad slutarmagnet lämnar mycket lite kvarvarande ytflöde i OFF-tillståndet - vanligtvis specificerat som mindre än 3–5 % av märkt PÅ-läge . Dåliga konstruktioner med felinriktade interna komponenter kan ha kvarvarande krafter på 10–20 %, vilket försvårar ompositionering och ökar förarens trötthet under stora produktionsskift.
Temperaturkoefficient för NdFeB
NdFeB-magneter tappar hållkraften med temperaturen. Den typiska temperaturkoefficienten för NdFeB är ungefär -0,12 % per grad Celsius . Vid en gjutbäddstemperatur på 60°C (vanligt vid accelererad härdning med ånga eller infraröd uppvärmning), levererar en magnet med 1 000 N vid 20°C ungefär 952 N . Högtemperaturklassade NdFeB-kvaliteter (SH, UH, EH) har bättre temperaturstabilitet för varmhärdande miljöer.
Vibrationsmotstånd
Vid betongkomprimering vibrerar gjutbädden intensivt. Tillslagsmagneten måste behålla sitt grepp utan att den interna rotorn växlar läge under vibrationer. Rotorspärrmekanismer - små kul- och fjäderspärr som låser rotorn i både PÅ- och AV-läge - är viktiga. Utan korrekt spärrkraft kan vibrationer delvis rotera rotorn, vilket minskar hållkraften på ett oförutsägbart sätt mitt i hällningen.
Slutande magneter under betongvibrationer: vad som händer internt
Ett av de mest kritiska testerna i verkligheten för den omkopplingsbara funktionen hos en slutarmagnet är dess prestanda under betongvibrationer. Prefabricerade anläggningar använder interna vibratorer, externa vibrerande bord eller kombinerade system. Dessa genererar krafter som tillfälligt kan överstiga betongens vikt med faktorer av 3 till 10 gånger , vilket skapar kraftiga skjuv- och lyftbelastningar på formningsprofilerna – och därför på magneterna som håller dem.
Skjuvning kontra dragkraft
Hållkraftsklassificeringar för slutarmagneter anges som vertikal dragkraft – kraften som krävs för att lyfta magneten rakt från stålytan. Krafterna som uppstår vid vibration är dock i första hand skjuvkrafter (parallellt med ytan). Skjuvmotståndet för en slutarmagnet är vanligtvis endast 30–40 % av dess nominella dragkraft. Detta är anledningen till att formprofiler alltid är utformade med sina egna mekaniska stopp eller styrningar i intervaller, med magneter som ger extra fastspänning snarare än sula i sidled.
Till exempel har en 1 000 N dragmagnet en effektiv skjuvmotstånd på ungefär 300–400 N . För en 3-meters formskena som väger 15 kg och utsätts för 5 g vibrationsbelastning, kan den laterala tröghetskraften nå 750 N — kräver flera magneter eller ytterligare ändstopp för att ge säker fasthållning.
Hur ON-tillståndet bibehålls under vibrationer
I ON-tillståndet låses den inre rotorn på plats av både dess magnetiska attraktion till den fasta magneten och av den mekaniska spärren. Den magnetiska självlåsande kraften i de flesta väldesignade slutarmagneter är flera gånger större än något vibrationsinducerat vridmoment på rotorn. Fälttester av prefabricerad utrustningstillverkare EBAWE (Tyskland) har visat att korrekt fungerande slutarmagneter bibehåller sin nominella hållkraft under standardbetongvibrationscykler utan rotorförskjutning. (Källa: EBAWE Anlagentechnik teknisk dokumentation, 2018)

Vibrationsparametrar i prefabricerad produktion
- Vibrerande bordsfrekvens: 50–200 Hz
- Vibrationsamplitud: 0,5–3,0 mm
- Toppacceleration: upp till 10 g i vissa applikationer
- Vibrationslängd per häll: 2–15 minuter
- Temperaturstegring vid bäddytan under härdning: upp till 70°C med ånga
Formningsmagneter kontra andra formsättningsmetoder
För att uppskatta värdet av den omkopplingsbara funktionen, hjälper det att jämföra slutarmagneter direkt med alternativa formsättningsmetoder i prefabricerad produktion:
| Method | Inställningstid | Behöver du borra? | Flytbar? | Automationskompatibel? | Behövs el? |
|---|---|---|---|---|---|
| Slutande magnets | Snabb (sekunder per enhet) | Nej | Obegränsad | Ja (med solenoidversioner) | Nej (manual) / Pulse only (auto) |
| Bultade klämmor | Långsam (minuter per klämma) | Ja (gängade hål) | Begränsat (fast hålmönster) | Svårt | Nej |
| Svetsade profiler | Mycket långsam | Nej (but welding required) | Nejt reusable | Nej | Ja (svetsning) |
| Elektromagnetiska chuckar | Snabbt | Nej | Obegränsad | Ja | Ja (continuous) |
| Vakuumklämmor | Medium | Nej | Ja | Begränsad | Ja (continuous vacuum pump) |
Underhålla den omkopplingsbara funktionen: Praktisk underhållsguide
Den omkopplingsbara funktionen hos en slutarmagnet beror på det mekaniska tillståndet hos dess inre rotor, lager och kontaktyta. Utan regelbundet underhåll försämras hållkraften, växlingen blir stel och kvarvarande OFF-tillståndskraft ökar – allt detta skapar produktionsproblem och säkerhetsrisker.
Dagligen
Rengör kontaktytan
Torka av den nedre kontaktytan på varje slutarmagnet med en ren trasa före varje användning. Betongrester, rostpartiklar och olja skapar en effektiv luftspalt som kan minska hållkraften genom 20–40 % . Även 0,2 mm förorening har mätbara kraftreducerande effekter. I anläggningar med stora volymer används automatiserade magnetrengöringsstationer mellan gjutcyklerna.
Varje vecka
Kontrollera kopplingsmoment
Att slå PÅ och AV en slutarmagnet bör kräva ungefär samma vridmoment som en ny enhet - vanligtvis 5–15 Nm beroende på modell. Om växling kräver märkbart mer ansträngning, kan rotorlagren korrodera. Om det är märkbart lättare kan spärrmekanismen vara sliten, vilket tillåter oönskad rotorrörelse under vibrationer.
Månadsvis
Mät hållkraft
Använd en dragkraftsmätare för att verifiera att varje slutningsmagnet ger minst 90 % av dess nominella kraft . Enheter som faller under 85 % av märkkraften ska flaggas för service. Kraftmätningar ska göras på en ren, platt referensplatta av stål med minst 10 mm tjocklek. Ett kalkylblads spårningskraftvärden över tid ger tidig varning om gradvis magnetförsämring.
Efter behov
Inspektera kontaktytans planhet
Slagskador från tappad form eller hanteringsfel kan buckla eller skeva kontaktytan. Använd en rak kant för att kontrollera planheten. Alla synliga höga fläckar eller fördjupningar ska kläs plant med fil eller ytslip. Toleransen för acceptabel planhet är typiskt 0,1 mm over the full face . Enheter med ansiktsskador utöver detta bör tas ur drift och skickas för byte av bostad.
Årlig
Full demontering och lagerbyte
För högt använda magneter cykling 10 eller fler gånger per dag , årligt lagerbyte rekommenderas av de flesta tillverkare. Demontering möjliggör också inspektion av NdFeB-rotorn för spån eller sprickor. Flisade NdFeB-block bör bytas ut - inte för att de förlorar betydande fältstyrka omedelbart, utan för att vassa NdFeB-fragment kan kontaminera betongblandningen om husets tätning äventyras.
Förvaring
Förvara alltid i AV-läge
Slutningsmagneter som lagras i PÅ-läge drar till sig metallskräp, som samlas på kontaktytan och är svåra att ta bort. Ännu viktigare är att lagring av stora mängder påslagna magneter nära varandra kan skapa staplingskrafter som skadar höljen. Stäng alltid av till AV före förvaring. De flesta tillverkare markerar PÅ- och AV-positionerna tydligt på nyckelhålet - vanligtvis med en grön prick för AV och en röd prick för PÅ.
Hur man väljer rätt slutningsmagnet för din prefabricerade applikation
Att välja rätt slutarmagnetkraftsklassning kräver att man beräknar de faktiska belastningar som magneten måste motstå under produktionen. Här är en praktisk urvalsprocess som används av erfarna prefabtekniker:
- Beräkna vikten på formprofilen per meter (i kg/m), multiplicera sedan med profillängden för att få totalvikten.
- Uppskatta det hydrostatiska sidotrycket från färsk betong mot profilen. För standardbetong (densitet ~2 400 kg/m³) vid ett gjutdjup av 200 mm är detta ca. 0,47 kPa per meter profillängd .
- Applicera en vibrationsförstärkningsfaktor på 2–5x på betongtrycket, beroende på vibrationsintensitet.
- Beräkna erforderlig skjuvkraftskapacitet, kom ihåg att skjuvningsmotståndet för slutarmagneten är ungefär 35 % av dess dragkraft.
- Bestäm minsta antal magneter som krävs och deras avstånd. Branschpraxis är att rymdslutande magneter inte mer än 300–500 mm från varandra på vanliga formskenor.
- Tillämpa en säkerhetsfaktor på 1,5–2,0 på alla beräknade krafter innan du väljer magnetklass.
För producenter som bygger en ny anläggning eller konverterar från bultform, erbjuder många leverantörer av formmagneter tekniska beräkningstjänster för att specificera rätt produkt för varje profiltyp i produktionsprogrammet. Med tanke på att kostnaden per enhet för en slutarmagnet sträcker sig från $30 till $300 beroende på styrka och egenskaper undviker korrekt specifikation både underköp (otillräckligt innehav) och överköp (onödiga kostnader).
Trender inom Shuttering Magnet Technology
Marknaden för slutarmagneter fortsätter att utvecklas, driven av strävan mot helautomatisk prefabricerad produktion, snävare dimensionella toleranser i arkitektoniska prefabricerade och hållbarhetstryck för att minska materialspill och energianvändning på prefabricerade produktionslinjer.
Smarta magneter med integrerade sensorer
Flera europeiska tillverkare utvecklar slutarmagneter med inbyggda Hall-effektsensorer som kontinuerligt övervakar PÅ/AV-tillståndet och överför status trådlöst till anläggningens MES (Manufacturing Execution System). Detta möjliggör realtidsbekräftelse på att varje magnet i en gjutningslayout aktiveras innan gjutning börjar – vilket eliminerar risken för produktionsfel från glömd eller misslyckad aktivering. Pilotinstallationer har rapporterats vid tyska och holländska prefabricerade fabriker från och med 2023.
Högre temperaturklass NdFeB
Eftersom accelererad härdning med ånga och infraröd blir vanligare för att påskynda produktionscyklerna ökar efterfrågan på slutarmagneter som använder NdFeB-kvaliteter (SH, UH, EH) med hög temperatur. Dessa betyg bibehålls full märkkraft upp till 150–200°C mot den praktiska gränsen på 80°C för standard N-kvaliteter. Kostnadspremien är betydande – cirka 30–50 % mer per enhet – men kraftstabiliteten i heta miljöer motiverar det för härdningslinjer med hög genomströmning.
Robotfärdiga automatiserade magnetsystem
Industrins 4.0-drivna prefabricerade fabriker antar robotformningssättare som plockar, placerar och aktiverar slutarmagneter autonomt. System från företag som Progress Group (Italien/Österrike) och Vollert (Tyskland) använder solenoidförstärkta magneter integrerade med robotiska sluteffektorer. Cykeltiden för att placera och aktivera en enskild slutarmagnet med en robot är så låg som 3–8 sekunder , kontra 15–30 sekunder för en skicklig manuell operatör. (Källa: Progress Groups produktdokumentation, 2022)
Förbättrad NdFeB-återvinning och hållbarhet
NdFeB-magneter innehåller sällsynta jordartsmetaller (neodym, dysprosium), vars gruvdrift är miljöintensiv. Ledande tillverkare designar i allt högre grad slutarmagneter med utbytbara NdFeB-kärnmoduler för att maximera livslängden på stålhöljet, och arbetar med återvinningsföretag för sällsynta jordartsmetaller för att etablera återvinningsprogram med slutna kretsar. Europeiska kommissionens Critical Raw Materials Act (2023) har ökat trycket på tillverkare att dokumentera källan till sällsynta jordartsmetaller och etablera återhämtningsvägar vid slutet av livet.
Vanliga frågor: Shuttering Magnet Switchable Feature
Följande frågor tar upp de vanligaste förvirringspunkterna om hur slutarmagneter växlar, hur man underhåller omkopplingsmekanismen och hur man felsöker vanliga problem.
Varför behöver inte en slutarmagnet elektricitet för att hålla sitt grepp?
Hållkraften kommer helt och hållet från permanenta NdFeB-magneter, som bibehåller sitt magnetfält på obestämd tid utan någon strömförsörjning. Elektricitet behövs inte för att magneten ska förbli i ON-tillståndet eftersom permanentmagneter inte förbrukar energi för att upprätthålla sitt fält - de genererar det från kvantnivåinriktningen av elektronsnurr i neodymjärnborkristallstrukturen. Detta är en grundläggande skillnad från elektromagneter, som kräver kontinuerlig ström för att upprätthålla ett magnetfält och omedelbart förlorar sitt grepp om strömmen går förlorad.
Vad händer om en slutarmagnet av misstag stängs AV under betonggjutning?
Om en formningsmagnet oavsiktligt avaktiveras under gjutning, kan formningsprofilen den höll förskjutas under hydrostatiskt tryck från den färska betongen. Detta orsakar en geometrisk defekt i det färdiga elementet - vanligtvis en förskjuten öppning, en felinriktad avslöja eller en variation i väggtjockleken. Beroende på svårighetsgrad kan detta göra att det prefabricerade elementet inte överensstämmer. I praktiken är oavsiktlig avaktivering sällsynt eftersom nyckeln eller spaken måste sättas in och vridas fysiskt - det kan inte ske endast genom vibrationer om spärrmekanismen fungerar korrekt.
Kan slutarmagneter användas på icke-ferromagnetiska gjutbäddar?
Nej. Shuttering magnets only work on ferromagnetic steel surfaces. They cannot grip aluminum, stainless steel (austenitic grades), concrete, or FRP composite beds. Some plants use a ferromagnetic steel liner plate on otherwise non-magnetic beds specifically to enable the use of shuttering magnets. If a shuttering magnet is placed on a non-ferromagnetic surface, it will rest with only its weight providing any resistance to movement — the switchable feature produces no meaningful grip at all on non-magnetic materials.
Hur vet jag om en slutarmagnet har förlorat betydande hållkraft?
Den mest tillförlitliga metoden är direkt kraftmätning med hjälp av en kalibrerad dragkraftsmätare på en ren referensplatta av stål. En magnet som levererar mindre än 85 % av sin nominella kraft bör servas. I fält är en grov indikator att kontrollera om magneten håller en stålformningsprofil stadigt för hand - men detta är inte en ersättning för mätning. NdFeB-magneter avmagnetiserar mycket långsamt under normala förhållanden men kan drabbas av plötslig partiell avmagnetisering från fysisk chock (fall), för hög temperatur (över magnetens nominella Curie-temperatur) eller långvarig exponering för starka motsatta magnetfält.
Vad är den typiska livslängden för en slutarmagnet?
Det magnetiska NdFeB-materialet inuti en slutarmagnet har en i princip obegränsad livslängd under normala driftsförhållanden - det avmagnetiseras inte med tiden. Den begränsande faktorn är mekanisk: rotorlagren, spärrmekanismen och husets integritet. Med korrekt underhåll kan en kvalitetsformningsmagnet leverera 10–15 år tjänst i en hektisk prefabricerad fabrik. Många tillverkare säljer utbytbara interna komponenter, vilket gör att huset kan renoveras på obestämd tid.
Är omkopplingskraften (vridmomentet för att vrida nyckeln) densamma i PÅ- och AV-läge?
Nejt always. In the ON state, the rotor is held in place by the magnetic attraction between the aligned magnets as well as the detent. To start rotating it, the operator must overcome both the magnetic restoring force and the detent — which is why switching from ON to OFF requires slightly more initial effort than switching from OFF to ON. In a well-maintained unit, this difference is modest. As bearings wear, the difference becomes more pronounced, and overall switching torque increases. High switching torque is one of the first warning signs of a magnet that needs bearing service.
Kan samma slutarmagnet användas upprepade gånger i olika projekt?
Ja — this is one of the core advantages of the switchable design. Because shuttering magnets leave no marks, holes, or residue on the steel casting bed (assuming normal use), they can be repositioned and reused across thousands of production cycles and across completely different product types. A single set of shuttering magnets purchased for a wall panel project can be reassigned to staircase or balcony production when product requirements change. This flexibility is a major driver of adoption in plants producing a varied product mix rather than a single standard element type.
Vad är skillnaden mellan en slutarmagnet och en lyftmagnet?
Båda är omkopplingsbara permanentmagnetenheter som använder liknande intern fysik, men de är designade för olika applikationer. Lyftmagneter är designade för att lyfta stålföremål uppifrån - de har större kontaktytor, högre kraftvärden för sin storlek och är konstruerade för intermittenta vertikala belastningar. Formningsmagneter är utformade för horisontell fastspänning på en platt stålbädd, med en lägre profil för att passa inom gjutdjupet av formsättningar. Lyftmagneter är vanligtvis inte lämpliga för vibrationsmiljön i en gjutbädd, och slutarmagneter bör aldrig användas för att lyfta stålelement ovanifrån.
Påverkar formmagneter betongblandningen eller armeringsjärnen inuti elementet?
Magnetfältet från en slutande magnet sjunker snabbt med avståndet - efter en omvänd kvadratisk lag i fjärrfältet. På ett avstånd av 50 mm från magnetytan har fältet från en typisk 1 000 N slutarmagnet sjunkit till en liten bråkdel av dess ytvärde. Detta är inte tillräckligt för att på ett meningsfullt sätt avleda armeringsjärn eller påverka betongblandningens kemi. Armeringsstålet inuti elementet magnetiseras inte till någon praktiskt signifikant nivå vid normal användning av slutarmagneter. Operatörer bör dock undvika att placera elektroniska mätinstrument eller känslig utrustning i direkt anslutning till aktiverade magneter.
Hur många slutarmagneter kräver en typisk prefabricerad väggpanel?
Antalet beror på panelstorlek, formprofilens vikt och höjd, gjutdjupet och betongens konsistens. Som en grov branschriktlinje använder standardformningsskenor för ett 3-meters väggpanelsegment vanligtvis 6–12 slutarmagneter per linjär meter profil , med 250–400 mm mellanrum. En 6x3m väggpanel med fyra formskenor skulle därför kräva ungefär 72–120 magneter totalt. Detta antal minskas när mekaniska ändstopp, hörnkopplingar eller specialdesignade slutarsystem delar på lasten.







