Vad är en ihålig betongplatta och varför spelar den roll i modern konstruktion
A ihålig betongplatta är ett prefabricerat förspänt betongelement med längsgående hålrum - vanligtvis cirkulära eller ovala - som löper genom dess längd. Dessa hålrum minskar den totala vikten av plattan med upp till 40–50 % jämfört med en solid betongplatta med motsvarande dimensioner, samtidigt som de bibehåller utmärkta strukturella prestanda i böj-, skjuv- och brandmotstånd. Denna kombination gör ihåliga plattor till ett av de mest använda golvsystemen i kommersiella byggnader, flervåningshus, parkeringar, industrilager och infrastrukturprojekt över hela världen.
Kärnslutsatsen är okomplicerad: betongplattor med ihålig kärna ger ett överlägset förhållande mellan styrka och vikt, snabb installationshastighet och minskad materialförbrukning. När den tillverkas i en modern prefabricerad anläggning – där precisionsformning, slutande magneter , och automatiserade gjutbäddar definierar produktionskvalitet - dessa plattor möter konsekvent snäva dimensionella toleranser och krävande strukturella specifikationer. Att förstå hur de tillverkas, hanteras och installeras är avgörande för ingenjörer, entreprenörer och inköpsproffs som söker kostnadseffektiva, högpresterande golvlösningar.
Hur ihåliga betongplattor tillverkas
Tillverkning av ihåliga betongplattor sker nästan uteslutande i prefabricerade betongfabriker, med en av två dominerande metoder: extrudering (slip-form) eller våtgjutning. Varje tillvägagångssätt har specifika implikationer för formsättningssystemet, förstärkningslayout, ytfinish och rollen av magnetiska fästkomponenter.
Extruderingsmetod
I extruderingsmetoden förspänns en långlinjegjutbädd – vanligtvis 100 m till 150 m lång – med höghållfasta stålsträngar innan någon betong placeras. En extruderingsmaskin färdas längs bädden och tvingar en styv betongblandning med noll sjunkande runt dorn som bildar de ihåliga kärnorna. Maskinen rör sig med ungefär 1–2 m per minut och lämnar efter sig en kontinuerlig platta med jämnt tvärsnitt. Efter härdning under isolerade lock eller i uppvärmd miljö diamantsågas plattan till erforderliga längder.
Eftersom själva gjutbädden fungerar som den primära formen är rollen för diskreta formkomponenter begränsad - men sidoformer, ändstopp och inbäddade skär är fortfarande placerade med slutande magneter för att hålla stålkomponenter på plats på den magnetiska gjutbordsytan utan att borra eller svetsa. Denna icke-invasiva fixeringsmetod är särskilt uppskattad vid långlinjeproduktion eftersom den eliminerar skador på dyra stålbäddar och möjliggör snabb ompositionering mellan produktionscyklerna.
Våtgjutningsmetod
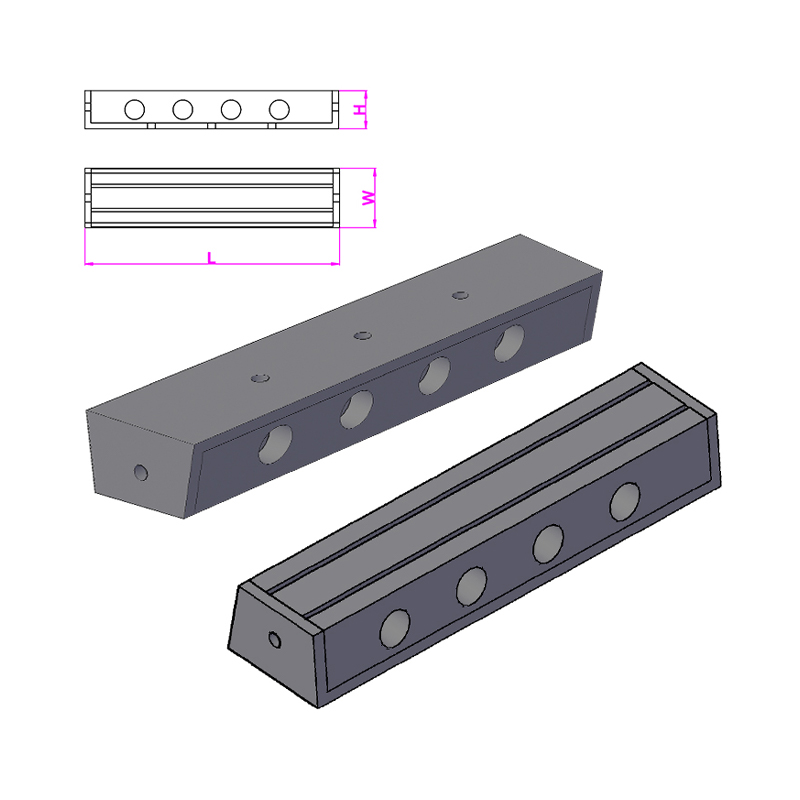
Våtgjutningsprocessen använder individuella stålformar eller pallbaserade system på vilka formelementen monteras. Här, slutande magneter — även känd som magnetiska formankare eller magnetiska lådor — spelar en central och mycket synlig roll. Dessa enheter placeras på stålpallens yta och drar till sig genom magnetisk kraft för att hålla sidoluckor, blockouter, insatser och förstärkningsburar i exakt position under betonggjutning och vibration. Hållkrafterna varierar brett beroende på magnetdesign, med vanliga enheter som levererar 600 kg, 900 kg, 1 200 kg eller till och med 2 100 kg av hållkraft, vald baserat på vikt och vibrationsbelastningar som formen måste motstå.
Möjligheten att flytta om slutarmagneter inom några sekunder – helt enkelt genom att växla aktiveringsspaken för att frigöra magnetfältet – minskar inställningstiden dramatiskt jämfört med bultade eller svetsade ankare. I en prefabricerad anläggning med hög effekt som producerar plattor med ihåliga kärnor på en karusell eller ett stationärt pallsystem, leder denna hastighet direkt till fler produktionscykler per skift och lägre arbetskostnader per enhet.
Rollen av formningsmagneter i produktionen av ihåliga plattor
Slutande magneter är konstruerade fästanordningar som använder permanenta neodym- eller ferritmagneter inneslutna i ett stålhölje. När den aktiveras stänger den magnetiska kretsen genom stålpallen eller bordsytan, vilket genererar en kraftfull hållkraft. När den är avaktiverad - genom att vrida en spak som rör en intern hållarmagnet - öppnas kretsen och enheten kan lyftas loss för hand. Inget kvarvarande lim, ingen skadad yta, inga specialverktyg krävs.
Vid tillverkning av ihåliga betongplattor har formningsmagneter flera specifika funktioner:
- Säkring av längsgående sidoformer som definierar plattans bredd och kantprofil
- Håll ändluckor på plats för att fastställa plattans längd och forma toppytan
- Fixering av blockoutformare över kärnplatser där öppningar för tjänster, pelare eller fästen krävs
- Förankring av ingjutna insatser såsom lyftöglor, ankarkanaler, gängade hylsor och elektriska ledningsfästen
- Stabiliserande armeringsburar mot förskjutning vid högfrekvent betongvibration
Förhållandet mellan val av formningsmagnet och betongvibrationer är särskilt viktigt. Vibrerande betong utövar dynamiska krafter på formen som kan vara flera gånger den statiska vikten. En slutarmagnet klassad till 1 200 kg statisk hållkraft kan vara lämplig för en form som bara väger 80 kg när vibrationsfrekvenser och amplituder är blygsamma, men samma magnet kan visa sig vara otillräcklig under intensiva interna vibrationer. Ansedda tillverkare publicerar vibrationstestade hålldata tillsammans med statiska värderingar, och att specificera på enbart statisk kraft är ett vanligt fel som leder till formrörelse under gjutning.
Magnettyper och deras tillämpning
| Magnettyp | Typisk hållkraft | Primär användning i plattproduktion | Nyckelfördel |
|---|---|---|---|
| Standard boxmagnet | 600–1 200 kg | Sidoformer, ändstopp | Kostnadseffektiv, allmänt tillgänglig |
| Kraftig boxmagnet | 1 500–2 100 kg | Tunga stålkantformer, stora blockouter | Högt vibrationsmotstånd |
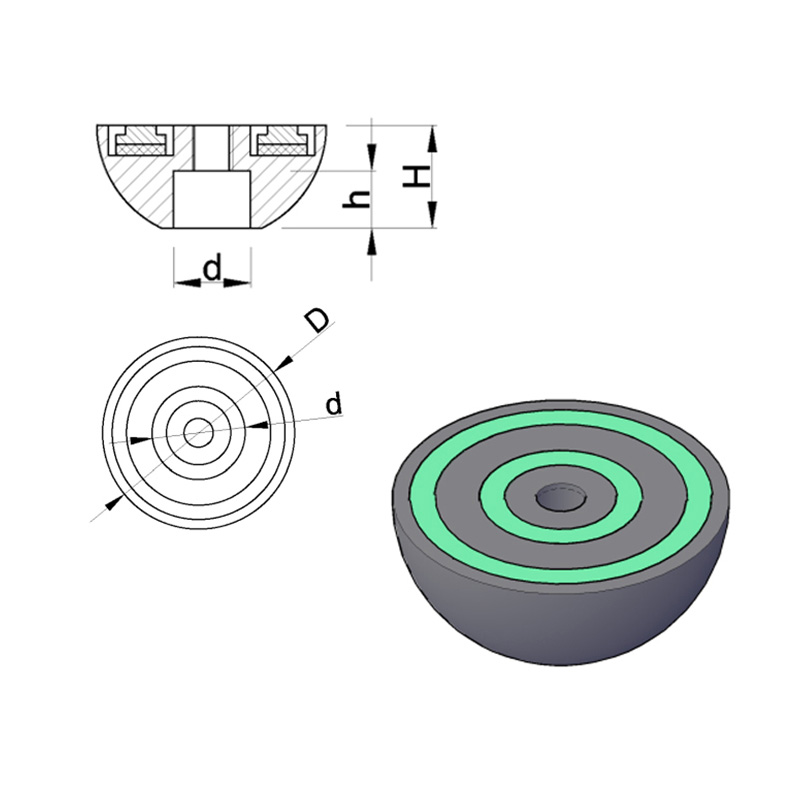
| Sätt in magnet (platt) | 150–400 kg | Förankringskanaler, lyfthylsor | Låg profil, passar under insatser |
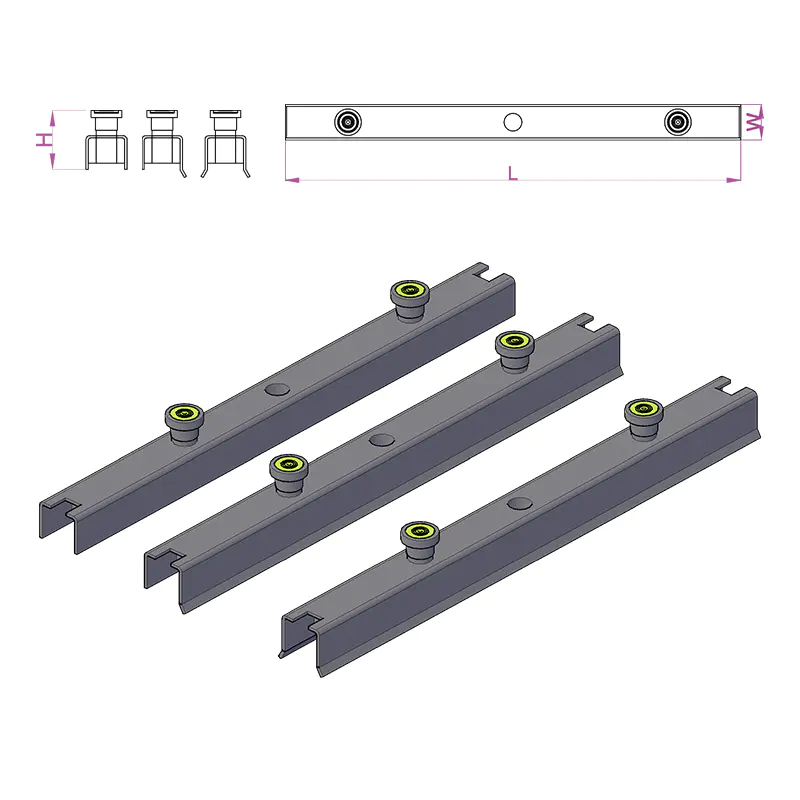
| Magnetisk avfasningshållare | N/A (positionell) | Kantfasremsor på platta soffit | Konsekvent kantdetaljer |
| Magnetisk hörnvinkel | Variabel | 90° korsningar, blockerade hörn | Eliminerar injekteringsbruksläckage vid hörn |
Strukturell prestanda hos betongplattor med ihålig kärna
Det strukturella beteendet hos en betongplatta med ihålig kärna styrs av dess förspänningsnivå, betongkvalitet, kärngeometri och förhållande mellan spännvidd och djup. Standard ihåliga kärnenheter tillverkas i djup som sträcker sig från 150 mm till 500 mm , med bredder vanligtvis 1 200 mm. Spännvidder på 6 m till 18 m är vanliga i praktiken, med väldesignade djupa enheter som når 20 m eller längre under kontrollerade belastningsförhållanden.
Förspänning appliceras genom förspända höghållfasta stålsträngar - vanligtvis med en sträckgräns på 1 570 MPa eller 1 860 MPa - förankrade i gjutbäddens distanser innan betong placeras. Efter att betongen har uppnått den erforderliga överföringshållfastheten (vanligtvis 25–30 MPa kub), skärs eller släpps strängarna och förspänningskraften överförs till betongsektionen genom bindning. Detta introducerar en välvningseffekt (uppåtriktad båge) som delvis kompenserar avböjningen under driftbelastningar.
Typisk lastintervallsprestanda
| Plattdjup (mm) | Spännvidd 6 m (kN/m²) | Spännvidd 9 m (kN/m²) | Spännvidd 12 m (kN/m²) | Spännvidd 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3,5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2,5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Dessa figurer illustrerar varför ihåliga plattor är specificerade för medellånga till långa spännvidder i kontorsbyggnader och parkeringar, där pålagda belastningar på 2,5–5,0 kN/m² är standard och spännvidder på 9–14 m är ekonomiskt attraktiva. Förspänningen eliminerar behovet av sekundära stålbalkar i många fall, vilket minskar det strukturella djupet av golvzonen och sparar betydande höjd – ofta 300–500 mm per våning – under livslängden för ett flervåningsprojekt.
Brandmotstånd
Betongplattor med ihålig kärna erbjuder inneboende brandmotstånd genom betongens termiska massa och täckdjupet till de förspända strängarna. En 200 mm platta med 35 mm täckning till strängens tyngdpunkt uppnås vanligtvis REI 120 (två timmars strukturell brandmotstånd) under standardbrandexponering. Djupare enheter med större täckning uppnår lätt REI 180 eller REI 240 och uppfyller de mest krävande beläggningskraven utan ytterligare brandskydd. Detta är en stor fördel jämfört med stål- eller träalternativ, som kräver svällande beläggningar, sprinklersystem eller kapsling för att uppnå likvärdiga betyg.
Formsättningssystem och magnetisk fixering i den prefabricerade fabriken
Kvaliteten på en betongplatta med ihålig kärna är oskiljaktig från kvaliteten på formsystemet som används för att tillverka den. Oavsett om anläggningen använder ett stationärt pallsystem, en roterande karusell eller gjutbäddar med långa linjer, bestämmer precisionen med vilken formsättningen sätts och säkras dimensionsnoggrannheten, ytfinishen och konsistensen hos de färdiga elementen.
Pallkarusellsystem
I en modern pallkarusell rör sig stålpallar genom en fast sekvens av stationer: rengöring, formsättning, armeringsplacering, betonggjutning, vibration, härdning, avformning och elementtransport. Hela cykeln pågår vanligtvis över 24 timmar, med flera pallar i cirkulation samtidigt. Vid formsättningsstationen placerar operatörerna sidoformer och skär med hjälp av slutande magneter enligt den CNC-genererade eller ritningsbaserade layouten för varje element. Eftersom pallytan är en precisionsslipad stålplåt, uppnår magneterna konsekvent kontakt och hållkraft över hela området.
Effektivitetsvinsterna med magnetisk formfixering i ett karusellsystem är betydande. Studier från europeiska prefabricerade tillverkare rapporterar konsekvent 30–50 % minskning av formhärdningstiden jämfört med bultade eller svetsade ankarsystem. På en anläggning som producerar 80–120 pallar per dag, innebär detta timmar av sparat arbete per skift och en mätbar minskning av produktionskostnaden per kvadratmeter platta.
Long-line gjutsängar för extruderad ihålig kärna
Vid långsträngsprutning uppfylls den primära formformsfunktionen av själva gjutbädden - en plan, slät stål- eller polymerbelagd yta längs vilken extrudern färdas. Emellertid används slutarmagneter och relaterade magnetiska ankarsystem för att hålla:
- Strandavvisare och avvikare som profilerar förspänningsbanan
- Längsgående sidoskenor som definierar plattans bredd innan extrudern börjar
- Kärnblockeringsformare som skapar öppningar för servicegenomföringar på angivna platser
- Armeringsjärn eller nät läggs till den våta betongytan för sammansatta toppanslutningar
Den icke-invasiva karaktären hos magnetisk fixering uppskattas särskilt på långlinjebäddar, där ytan måste förbli oskadad under tusentals produktionscykler. Varje ytskåra eller grop som orsakas av borrning eller svetsning blir en källa till injekteringsbruksläckage och vidhäftning, vilket ökar urtagningskraften och ytdefekter på den färdiga skivans ytor.
Välja rätt slutande magnet
Att välja rätt slutningsmagnet för en specifik applikation för produktion av ihåliga plattor kräver övervägande av flera faktorer utöver att bara matcha hållkraften för att bilda vikt:
- Pall eller bordstjocklek: Magneter är designade för att fungera med specifika ståltjocklekar (vanligtvis 10–25 mm). För tunn och den magnetiska kretsen är ofullständig; för tjock och hållkraften minskar avsevärt.
- Betongvibrationsmetod: Externa bordsvibratorer genererar högre dynamiska krafter än interna nålvibratorer. Magneter i externt vibrerade system behöver högre nominella hållkrafter - ofta 1,5 till 2 gånger det statiskt beräknade kravet.
- Sötvattentryck och betonghuvud: I höga element eller där betong placeras snabbt kan det hydrauliska trycket mot formerna överstiga enkla viktberäkningar. Magneten måste motstå både vertikal lyftkraft och sidotryck.
- Formmaterial och geometri: Stålformer överför magnetisk kraft direkt; aluminium- eller plastformer kräver bottenplattor av stål för att fungera som mellanhänder mellan magneten och det icke-ferromagnetiska formmaterialet.
- Driftmiljö: Anläggningar med luftkranar, elmotorer eller andra elektromagnetiska källor kan kräva magneter med skärmade höljen för att förhindra oavsiktlig deaktivering eller störning.
Ledande tillverkare – inklusive Ratec, Halfen, Sommer och andra – erbjuder tekniskt stöd för val av magneter och publicerar detaljerade tekniska datablad med statisk hållkraft, vibrationstestad kraft, driftstemperaturområde och cykellivslängd (vanligtvis klassad för 500 000 till 1 000 000 aktiveringscykler innan interna komponenter kräver inspektion).
Transport, hantering och installation av ihåliga plattor
När gjutna, härdade och sågade till längd, måste ihåliga betongplattor lyftas, transporteras och installeras med försiktighet. Den förspända sektionen är optimerad för positiv böjning i spännriktningen; felaktig hantering som introducerar negativ böjning eller tvärgående belastning kan orsaka sprickor på den förkomprimerade (soffit) ytan - skador som är svåra att upptäcka och kan äventyra strukturella prestanda.
Krav på lyft och transport
Ihåliga plattor bör lyftas med hjälp av specialdesignade klämmor eller balk- och spridararrangemang som belastar punkter inom designlyftzonen - vanligtvis inte mer än L/5 från varje ände, där L är plattans längd. För plattor över 10 m är en trepunkts- eller fyrpunktslyft med spridarbalk standardpraxis för att kontrollera böjmoment.
På plats installeras plattor med kran direkt på bärande balkar, väggar eller konsoler. Lagerlängden i varje ände måste uppfylla minimikrav - vanligtvis 75 mm på stål- eller prefabricerade betongstöd och 100 mm på murverk eller in-situ betong — För att säkerställa adekvat lastöverföring och förhindra ändspjälkning under driftsbelastningar. Neopren- eller murbrukslagerkuddar används för att fördela kontaktspänningen och ta hänsyn till dimensionella toleranser.
Injektering av längsgående leder
Intilliggande ihåliga plattor i ett golv förbinds genom ingjutning av de längsgående fogarna mellan enheter. Injekteringsbruket - vanligtvis en Portland-cementblandning med ett lågt vatten-cementförhållande - fyller den avsmalnande eller kilade fogen och, när den härdat, överför horisontell skjuvning mellan enheterna, vilket gör att golvet kan fungera som ett membran. I seismisk design är denna membranverkan kritisk för att fördela sidokrafter till det vertikala strukturella systemet. Injekteringsbruket är ofta förstärkt med längsgående dragstänger placerade i de öppna kärnorna vid kanterna och ingjutna, vilket ger kontinuitetsförstärkning över fogen.
Precisionen i den längsgående fogen beror delvis på hur noggrant kantformen hölls under gjutningen - en annan punkt där slutande magneter och relaterade magnetiska fästtillbehör påverkar direkt kvaliteten på det installerade golvet. En form som rör sig med till och med 3–5 mm under gjutningen kan ge en foggeometri som är svår att foga helt, vilket lämnar tomrum som minskar skjuvöverföring och vattenbeständighet.
In-Situ Betong Topping
Många ihåliga plattgolv är specificerade med en strukturell in-situ betongbeläggning, vanligtvis 50–75 mm tjock, gjuten över de prefabricerade enheterna efter installation. Denna topping tjänar flera syften:
- Den jämnar ut golvytan och kompenserar för differentiell camber mellan intilliggande plattor
- Den skapar ett robust membran genom att ansluta alla enheter med en kontinuerlig förstärkt platta
- Det möjliggör integrering av golvmassa, golvvärme eller tjänster inom toppdjupet
- När den konstrueras i komposit ökar det golvets strukturella djup och lastkapacitet
Den övre ytan på ihåliga plattor som produceras genom extrudering lämnas avsiktligt grov - extruderingsprocessen lämnar en korrugerad eller strimmig struktur som ger mekanisk bindning för toppingen. Våtgjutna enheter kräver ytbehandling (vanligtvis kulblästring eller mekanisk skärning) för att uppnå likvärdig bindningsstyrka, vilket tillför ett produktionssteg och tillhörande kostnad.
Hållbarhet och materialeffektivitet för ihåliga betongplattor
Byggbranschen står inför ett växande tryck att minska den förkroppsligade kol- och materialförbrukningen. Betongplattor med ihålig kärna kan jämföras med alternativa golvsystem på flera hållbarhetsmått, särskilt när hela livscykeln beaktas.
Minskad betong- och stålvolym
Genom att ta bort betongen från kärnzonen - där den bidrar lite till böjmotståndet - används ihålig kärna 30–45 % mindre betong per kvadratmeter än en likvärdig massiv platta vid samma spännvidd och lastkapacitet. Användningen av höghållfast spännstål (1 860 MPa) istället för konventionell mjukstålsarmering (500 MPa) innebär att den totala vikten av stål per ytenhet också minskas avsevärt: en hålplatta får endast använda 2–4 kg/m² spännsträng, jämfört med 8–15 kg/m² armeringsjärn som är utformad för samma prestanda i en platta.
Denna minskning av material minskar direkt det förkroppsligade kolet i golvstrukturen. Branschsiffror tyder på att en typisk 265 mm ihålig platta har ett inbyggt kol på ungefär 100–130 kg CO₂e/m² , jämfört med 160–200 kg CO₂e/m² för en in-situ fast platt platta med liknande strukturell förmåga.
Fabriksproduktion och avfallsminskning
Fabriksproduktion under kontrollerade förhållanden minimerar materialspill från överbeställning, spill och omarbetning. Betongavfall i en välskött prefabricerad anläggning har vanligtvis 1–3 % av produktionsvolymen, jämfört med 5–10 % eller mer på en konventionell plats på plats. Användningen av formmagneter och återanvändbara stålformer minskar ytterligare formspill; en högkvalitativ stålform som används med magnetisk förankring kan återanvändas under tusentals produktionscykler, medan träform på en plats på plats vanligtvis kasseras efter en handfull användningar.
Överväganden vid livets slut
I slutet av sin livslängd kan betongplattor med ihålig kärna brytas ner och återvinnas som ballast för vägunderlag, fyllnadsmaterial eller - i mer avancerade återvinningsströmmar - ombearbetas till betongballast. Spännsträngen kan återvinnas och återvinnas som stålskrot. Ingen av processerna är perfekta, och en del inbyggt kol går förlorat vid rivning och transport, men den relativa enkelheten i materialsammansättningen (betong plus stål) gör plattor med ihåliga kärnor enklare att återvinna än kompositsystem som involverar flera bundna material.
Vanliga applikationer och projektexempel
Ihåliga betongplattor specificeras för ett brett utbud av byggnadstyper och infrastrukturapplikationer. Deras mångsidighet härrör från det breda utbudet av tillgängliga djup, förmågan att rymma servicegenomföringar och ingjutna fästen (placerade exakt med hjälp av magnetiska formförankringar under produktion) och deras kompatibilitet med en mängd olika bärande strukturer.
Flervåningsbostadshus
Inom bostadsbyggande är 200–265 mm ihåliga plattor som spänner 5–9 m mellan bärande väggar eller balkar en standardspecifikation i Nederländerna, Skandinavien, Centraleuropa och Storbritannien. Ett flerfamiljshus med 15 våningar med prefabricerade ihåliga golv kan vara vattentäta på 8–12 veckor från bottenvåningen, jämfört med 20–30 veckor för en likvärdig in-situ betongkonstruktion. Den ordinarie planlösningen för bostadshus passar den enhetliga bredden och standardspannet för ihåliga enheter särskilt väl.
Kommersiella kontorsbyggnader
Kontorsbyggnader kräver längre spännvidder för flexibilitet i öppen planlösning, vanligtvis 9–14 m. Djupa ihåliga plattor (320–400 mm) med höga förspänningsnivåer är konstruerade för att bära pålagda belastningar på 3,5–5,0 kN/m² över dessa spännvidder utan sekundärbalkar. Den exponerade soffiten av ihåliga plattor – i sig plana och släta från extrudering eller våtgjutningsprocessen – lämnas alltmer synliga som en designfunktion, vilket undviker kostnaden för undertak och får fördelar med termisk massa som minskar toppkylningsbelastningarna med 15–25 % i väldesignade, naturligt ventilerade eller blandade byggnader.
Parkeringar
Flervåningsparkeringar är en av de mest krävande miljöerna för prefabricerad betong: spännvidder på 15–18 m är vanliga, koncentrerade hjullaster kan nå 30–60 kN per axel, och strukturen är utsatt för avisningssalter, frys-tiningscykler och fukt. Ihåliga plattor i parkeringsanläggningar är typiskt 400–500 mm djup , tillverkad med höga betongkvaliteter (C50/60 eller högre) och låga vatten-cementförhållanden för att maximera hållbarheten. De tunna banorna mellan kärnorna kräver noggrann betongblandningsdesign - låg maximal ballaststorlek, tillräcklig bearbetbarhet - och exakt packning, vilket underlättas av den kontrollerade produktionsmiljön och kvalitetskontrollsystemen i den prefabricerade anläggningen.
Industri- och lagerbyggnader
Lager, distributionscenter och tillverkningsanläggningar använder ihåliga plattor i mezzaningolv, förhöjda lastkajer och markstödda golv på pålkapslar. I dessa applikationer minskar möjligheten att förinstallera ingjutna lyfthylsor, förankringskanaler för inställningssystem och elektriska ledningar – alla placerade med hjälp av magnetiska formförankringar under anläggningstillverkning – avsevärt på plats fixeringskostnader och programrisker.
Kvalitetskontroll och standarder för ihåliga betongplattor
Ihåliga betongplattor tillverkade i Europa måste uppfylla EN 1168:2005 A3:2011 — Den harmoniserade produktstandarden för prefabricerade ihåliga betongplattor. Denna standard specificerar prestandakrav för strukturell motståndskraft, brandbeständighet, farliga ämnen, dimensionella toleranser och akustisk prestanda, tillsammans med krav på fabriksproduktionskontroll, testning och CE-märkning.
Viktiga dimensionstoleranser enligt EN 1168 inkluderar:
- Längd: ±20 mm för plattor upp till 6 m; ±0,3 % av längden för plattor över 6 m
- Bredd: ±5 mm
- Djup: ±5 mm
- Rakhet: ≤L/600, max 20 mm
- Kvadrande ändar: ≤10 mm
- Camber: 15/−5 mm för plattor upp till 12 m
Att uppnå dessa toleranser beror konsekvent på kvaliteten i hela produktionskedjan — från blandningsdesign och betongblandning, genom noggrannhet vid strängspänning, till formsättning och inspektion efter gjutning. Användningen av slutarmagneter och relaterade magnetiska positioneringssystem bidrar till dimensionell noggrannhet genom att eliminera positionsavvikelsen som uppstår med konventionella bultade former under vibration, och genom att möjliggöra snabb, exakt ompositionering när inställningslayouter ändras.
Utöver dimensionstoleranser kräver EN 1168 och de stödjande Eurocode-designstandarderna (EN 1992-1-1, EN 1992-1-2) detaljerad strukturell verifiering som omfattar böjning, skjuvning, stansning, ändförankring och brandmotstånd. Designprocessen för ett ihåligt golv involverar att bestämma den maximala spännvidden för den erforderliga belastningen, välja lämpligt plattdjup och strängarrangemang från tillverkarens lasttabeller, kontrollera lagerlängden, verifiera membranverkan hos det injekterade golvet och koordinera servicegenomföringar med konstruktionsingenjören.
Jämför ihåliga plattor med alternativa golvsystem
Att välja mellan ihåliga betongplattor och konkurrerande golvsystem kräver vägning av strukturell prestanda, programhastighet, kostnad, hållbarhet och platsbegränsningar. Inget enskilt system vinner på varje kriterium, men ihåliga plattor har tydliga fördelar i specifika scenarier.
| Kriterium | Ihålig kärnplatta | Platt platta på plats | Komposit ståldäck | Solid prefabricerad platta |
|---|---|---|---|---|
| Typiskt spännvidd | 6–20 m | 5–12 m | 3–9 m (däck) balkar | 3–7 m |
| Vikt (själv) | Låg–Medium | Hög | Låg–Medium | Hög |
| Installationshastighet | Mycket snabbt | Långsam (formning, härdning) | Snabbt | Snabbt |
| Brandmotstånd (inget extra skydd) | REI 60–240 | REI 60–180 | Typiskt REI 30–60 | REI 60–180 |
| Materialeffektivitet | Hög | Låg | Medium | Låg |
| Akustisk prestanda | Bra (med skrid) | Bra | Rättvist (kräver behandling) | Bra |
| Tjänsteintegration | Medium (kärnor kan användas) | Hög (flexible) | Hög | Låg |
Själva kärnorna erbjuder en användbar fördel för byggnadstjänster: i vissa designmetoder används de längsgående hålrummen som luftkanaler för uppvärmning, kylning eller ventilation, för att passera konditionerad luft genom plattan för att både tjäna det upptagna utrymmet och använda betongens termiska massa för härdning. Denna metod för termiskt aktiverat byggnadssystem (TABS) har implementerats i ett flertal kontorsprojekt i Centraleuropa, med mätbara minskningar av toppbehovet för kylning på upp till 30–40 % jämfört med konventionella air-side system.
Praktiska överväganden för specifikationer och entreprenörer
Att specificera eller anskaffa ihåliga betongplattor kräver samverkan med tillverkaren tidigt i designprocessen. Till skillnad från platsbetong, som kan justeras på plats, är ihåliga plattor dimensionsfixerade i fabrik. Ändringar efter produktion - utskärningar, ytterligare fästen, förstärkningsmodifieringar - är tekniskt möjliga men kostsamma och tidskrävande. Att få informationsflödet rätt på designstadiet är avgörande.
Information som krävs vid designstadiet
- Strukturella belastningar: egenvikt, överlagrad död (avjämning, skiljeväggar, ytbehandling), pålagd (beläggningskategori) och alla koncentrerade belastningar från anläggningar, lager eller beklädnadsfästen
- Tydliga spann och lagerförhållanden vid varje stöd, inklusive eventuella icke-parallella stöd eller sned geometri
- Brandmotståndsklass krävs för golvzonen
- Placering, storlek och inramning av alla servicegenomföringar, inklusive MEP-hylsor, dräneringsrör, strukturella pelare som passerar genom golvet och hisschaktöppningar
- Ingjutningsfästen krävs: förankringskanaler, lyfthylsor, förankringsbultar, ledningstappar - som alla är placerade med magnetiska formankare och ingjutna under fabrikstillverkning
- Akustiska prestandakrav, särskilt för bostadsprojekt eller projekt för blandad användning där stöt- och luftburet ljud måste uppfylla regulatoriska standarder
- Avböjningsgränser och förväntningar på välvning, särskilt där spröda ytskikt (plattor, terrazzo) kommer att appliceras direkt på plattans yta
Platskoordinering för installation
På plats kräver installationen av ihåliga plattor koordinering av krankapacitet, åtkomstvägar, tillfällig stöttning (om det krävs av den strukturella designen) och sekvensering av injektering, toppgjutningar och strukturella anslutningsdetaljer. Krankapacitet är ofta den kritiska begränsningen : en 400 mm ihålig platta 12 m lång och 1,2 m bred väger cirka 5 000–5 500 kg. På en begränsad stadsplats där kranens räckvidd minskar lyftkapaciteten, kan detta kräva att plattans längd minskas eller en lättare enhet specificeras – ett beslut som går tillbaka till spännvidd, belastning och stödkonstruktionsdesign.
Injektering av fogar bör följa tillverkarens specifikationer exakt. Användning av ett injekteringsbruk som är för vått ger en porös, svag fog som är benägen att spricka; för torr och den kanske inte fyller den avsmalnande fogprofilen helt och lämnar tomrum. Fogfogning på stora golvytor bör planeras som en kontinuerlig operation, med tillräcklig personal och blandningskapacitet för att undvika kalla fogar inom en enda fog.
Kontroller efter installation
Efter installation och injektering ska det färdiga ihåliga golvet inspekteras för:
- Differentiell camber mellan intilliggande enheter — acceptabel inom ±5 mm utan toppning; om det är större kan ytterligare avjämningsdjup behövas för att uppnå en jämn yta
- Injekteringsfullhet i alla längsgående och tvärgående fogar
- Slut på lagertillräckligheten vid alla stöd
- Skick på ingjutna skär – eventuella skadade eller felplacerade skär bör rapporteras och åtgärdas innan topping eller ytbehandlingar appliceras
- Frånvaro av hanteringsskador: sprickor i plattändar, sprickor i lagerområden eller längsgående sprickor i banorna som kan indikera transport- eller monteringsskador
Innovationer inom ihålig kärnplatta-teknik och magnetiska formsättningssystem
Prefabricerade betongindustrin fortsätter att utveckla både produkten med ihålig kärna och de produktionssystem som används för att tillverka den. Flera områden av aktiv utveckling är värda att notera för dem som fattar långsiktiga infrastrukturinvesteringsbeslut.
Ultrahögpresterande betong i produktion av ihåliga kärnor
Forskning om ultrahögpresterande betong (UHPC) för ihåliga applikationer pågår inom flera europeiska och asiatiska forskningsprogram. UHPC-blandningar med tryckhållfastheter på 150–200 MPa gör att bantjockleken kan reduceras ytterligare, vilket minskar egenvikten samtidigt som skjuvkapaciteten bibehålls. Produktionsutmaningen är att UHPC inte är kompatibel med standardextruderingsutrustning — fiberförstärkningen och blandningens viskositet kräver modifierade gjutningsmetoder — och rollen av slutande magneter and precision magnetic formwork systems När man placerar de tunnare formarna med högre noggrannhet blir de ännu mer kritiska.
Automation och robotik i formsättning
Flera tillverkare av prefabricerade utrustningar erbjuder nu robotformade formsättningssystem som läser elementlayouten från en BIM-modell och automatiskt placerar sidoformer, ändstopp och skär på pallytan. Dessa system använder vanligtvis portalrobotar med visionsystem för att plocka och placera formkomponenter med hjälp av slutande magneter som den sista fixeringsmekanismen – positionerar roboten formen och det magnetiska ankaret aktiveras för att låsa det på plats. Tidiga användare av dessa system rapporterar en noggrannhet för inställning av formen på ±1–2 mm och cykeltider långt under manuell inställning, med jämn kvalitet och minskad operatörsutmattning.
Digital integration och smart produktion
Moderna prefabricerade fabriker integrerar i allt högre grad digital tvillingteknologi – en virtuell realtidsmodell av produktionsgolvet – med kvalitetskontrollsystem, lagerhantering och logistik. Varje element tilldelas en unik QR-kod eller RFID-tagg vid tillverkningsstället, som länkar dess digitala register till den specifika satsen av betong, strängparti, magnetfixerade skärpositioner och resultat av dimensionskontroll. Denna spårbarhet efterfrågas i allt högre grad av huvudentreprenörer och beställare i komplexa projekt där strukturellt ansvar över byggnadens 50–100-åriga designlivslängd krävs.
Precisionen i magnetisk formfixering – i kombination med laserskanning kvalitetskontroller av det färdiga elementet före leverans – utgör en del av denna digitala kvalitetskedja. En platta som klarar alla dimensionskontroller, betongstyrka och visuell inspektion skickas med ett fullständigt produktionsdokument tillgängligt med QR-skanning på plats, vilket gör det möjligt för byggnadsingenjören eller byggnadsägaren att verifiera efterlevnaden utan att enbart förlita sig på papperscertifikat.








