Vad armeringstråd faktiskt gör i prefabricerade betongkonstruktioner
Armeringstråd håller ihop armerande stålburar under betongplacering och härdning. I prefabricerad betongproduktion stannar det jobbet inte vid gjutningen – det påverkar direkt om ett lyftsystem för prefabricerad betong fungerar säkert när elementet lämnar gjutbädden. En dåligt bunden bur skiftar under vibrationer, lämnar armeringsjärn ur läge och minskar ingjutningsdjupet för ingjutna lyftankare. Resultatet är en lyftinsats som inte klarar sin märklast.
Det korta svaret: armeringstråd är ett strukturellt stödverktyg, inte bara ett hushållsmaterial. I prefabricerade fabriker som tillverkar väggpaneler, dubbla T-stycken, pelare och balkar, anger bindtrådsmåttet, vridningsmönstret och bandavståndet huruvida förstärkningsburen förblir trogen designtoleranser under hela gjutcykeln. En bur som rör sig till och med 10 mm från sin designposition kan äventyra locket över ett lyftögleankare och minska den effektiva utdragningskapaciteten med en mätbar marginal.
Den här artikeln täcker hela bilden: trådtyper och specifikationer, hur bindtråd interagerar med prefabricerad lyfthårdvara, praktiska bindningsmönster för olika elementgeometrier, belastningsdata som är viktiga på plats och regelverket som styr både val av tråd och design av lyftsystem.
Typer av armeringsjärn och deras specifikationer
Alla bindtrådar är inte lika. Skillnaderna mellan produkter är meningsfulla när du arbetar inuti en prefabricerad form där toleranserna är snäva och förstärkningsburen måste hålla sin geometri under trycket från en betonggjutning som kan nå en flödeshastighet på flera kubikmeter per minut.
Svart glödgat slipstråd
Svart glödgad tråd är den mest använda armeringstråden globalt. Den tillverkas genom att dra ståltråd med låg kolhalt och sedan glödga den vid temperaturer mellan 650 °C och 750 °C för att återställa duktiliteten som förloras under dragningsprocessen. Glödgningsprocessen lämnar en mörk oxidyta - därav "svart" - och gör tråden tillräckligt mjuk för att enkelt vridas för hand eller med en slippistol utan att knäppa.
Standardmätare som används i prefabricerade arbeten sträcker sig från 16 gauge (1,6 mm diameter) till 18 gauge (1,2 mm diameter) . Draghållfastheten faller vanligtvis mellan 350 MPa och 550 MPa. Förlängning vid brott är vanligtvis 20 % eller högre, vilket är vad som gör att tråden kan lindas rent runt korsande stänger utan att spricka. Spolvikter som vanligtvis finns tillgängliga är 1 kg, 5 kg och 25 kg spolar, med 25 kg som standard för prefabricerade produktionslinjer för anläggningar.
Galvaniserad bindtråd
Galvaniserad bindtråd har en zinkbeläggning som appliceras antingen genom varmförzinkning eller elektrogalvanisering. Varmförzinkad tråd har en beläggningstjocklek på 45 till 85 mikron , medan elektrogalvaniserad tråd är tunnare vid 5 till 25 mikron. I prefabricerad betong avsedd för marina miljöer, kustnära strukturer eller infrastruktur utsatt för avisningssalter, är galvaniserad tråd specificerad för att förhindra rostfläckar som kan tränga igenom till ytan av arkitektoniska element.
Galvaniserad tråd är styvare än svart glödgad tråd med samma tjocklek. Detta är inte ett problem för manuell bindning men kan orsaka problem med automatiska bindpistoler som är kalibrerade för mjukare tråd. Operatörer tappar ofta en gauge-storlek – från 16 gauge till 18 gauge – när de byter till galvaniserad tråd för att bibehålla maskinkompatibiliteten.
Rostfri ståltråd
Klass 304 och grad 316 rostfritt stål bindtråd används i specialtillverkade applikationer där långvarig korrosionsbeständighet är kritisk - offshore-strukturer, vattenreningsverk och förstklassiga arkitektoniska paneler där ytkvaliteten måste förbli felfri i årtionden. Rostfri tråd är hårdare än svart glödgad tråd; draghållfastheten kan överstiga 700 MPa . Att knyta för hand är mer krävande och handskar är viktiga eftersom trådändarna är vassare och återfjädringen är mer uttalad.
PVC-belagd bindtråd
PVC-belagd tråd används ibland i prefabricerade arbeten där trådänden inte får komma i kontakt med formytan och lämna ett rostmärke på elementets exponerade yta. Beläggningen ger elektrisk isolering och förhindrar direkt metall-mot-metall-kontakt med stålform. Typisk beläggningstjocklek är 0,3 mm till 0,5 mm. Detta är en nischprodukt men är värd att känna till för arkitektoniska prefabricerade projekt där ytfinish är ett avtalskrav.
| Trådtyp | Diameter (mm) | Draghållfasthet (MPa) | Förlängning (%) | Typisk användning |
|---|---|---|---|---|
| Svart glödgat | 1,2 – 1,6 | 350 – 550 | ≥ 20 | Allmänna prefabricerade, strukturella element |
| Galvaniserad | 1,2 – 1,6 | 400 – 600 | 15 – 20 | Marin, kustnära, arkitektonisk prefab |
| Rostfritt stål | 1,0 – 1,6 | 600 – 800 | 10 – 15 | Offshore, vattenrening, premium arkitektonisk |
| PVC-belagd | 1,2 – 1,6 | 350 – 500 | ≥ 18 | Arkitektoniska paneler med exponerade ansikten |

Hur armeringstråd ansluts till en Lyftsystem för prefabricerad betong
Ett lyftsystem för prefabricerad betong är en koordinerad uppsättning komponenter: ingjutna ankare eller öglor som är inbäddade under tillverkningen, lyftanordningar som kopplingar eller schacklar, spridarbalkar och kranen eller hissen som ger den uppåtriktade kraften. Det som binder samman alla dessa – bokstavligen – är armeringsjärnsburen som ankarna är säkrade vid. Bindtråd är det medium genom vilket buren håller sin form ända fram till det ögonblick som betongen hälls runt ankarna.
När en ankarpunkt flyttar sig ur position före eller under hällningen är konsekvenserna inte kosmetiska. En lyftögla som designats för att sitta på 80 mm djup från ytan och hamnar på 55 mm djup har förlorat en betydande del av sin utdragskapacitet. Beroende på betongblandningen och elementgeometrin kan detta minska arbetsbelastningsgränsen med 20 % till 40 % . I en 10-tons prefabricerad väggpanel som lyfts av fyra ankare skapar den typen av fel en reell risk att ett eller flera ankare går sönder under de dynamiska belastningar som lyftet innebär.
Ingjutna lyftankare och deras fästningskrav
De vanligaste ingjutna ankarna som används i ett lyftsystem för prefabricerad betong är:
- Hylsinsatser (korta gängade hylsor gjutna i jämnhöjd med ytan)
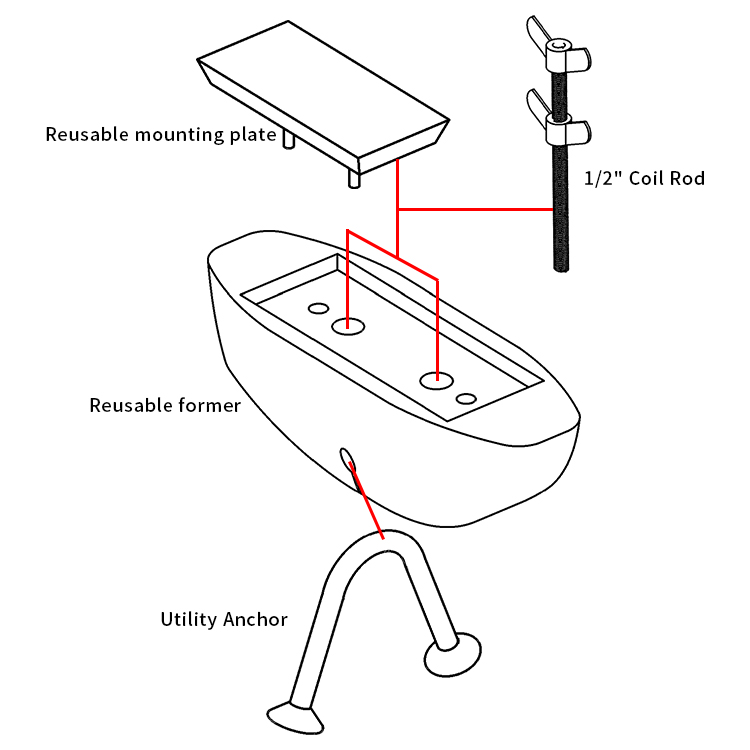
- Spolinsatser (gängade spolankare för användning med spolbultar)
- Lyftöglor (tråd- eller armeringsjärnsöglor som sticker ut från den övre ytan)
- Platta plattankare med klippnycklar inbäddade i plattan
- Svängbara plattankare för lyft i flera riktningar
Var och en av dessa måste fästas mekaniskt i armeringsjärnsburen innan gjutningen. Armeringstråd är standardmetoden för fästning. Hylsinsatser knyts vanligtvis till intilliggande stänger med en åtta-slips med 16-gauge svart glödgad tråd, körs minst två gånger runt insatsbasen och vrids tills den sitter tätt. Lyftslingor knyts vid basen där öglan lämnar betongen - vajern förhindrar att öglan trycks djupare av betongtryck under vibration.
Ankartillverkare anger minimikrav för bindning i sin tekniska dokumentation. Halfen, Meadow Burke, Pfeifer och Leviat publicerar alla installationsguider som beskriver hur många band som behövs och på vilka platser på ankarkroppen. Att följa dessa guider är inte valfritt – det är en del av garanti- och ansvarskedjan. Användning av fel mättråd, ett otillräckligt antal vridningar eller att hoppa över band på ankaret ogiltigförklarar helt ankarets märkkapacitetscertifiering.
Dynamiska belastningar under lyft och varför burintegritet är viktigt
Statisk vikt är bara en del av historien. Ett prefabricerat betongelement som lyfts av en kran upplever dynamiska förstärkningsfaktorer som ökar den effektiva belastningen på varje ankare. De flesta lyftsystem för prefabricerade betongtekniska standarder tillämpar en dynamisk faktor på 1,3 till 2,0 beroende på lyftförhållandena. Ett 5-tonselement som lyfts på en byggarbetsplats med ett enda ankare under idealiska förhållanden måste ha detta ankare klassificerat för minst 6,5 ton för att uppfylla en dynamisk faktor på 1,3 - innan någon säkerhetsfaktor tillämpas.
Detta innebär att burrörelser under gjutning, orsakade av lös eller saknad armeringstråd, kan kaskaderas in i ett fall av lyftsystem även när ankaret valts korrekt för den beräknade belastningen. En väl bunden bur är ingen lyx – det är ett krav på lastväg.
Knytmönster för prefabricerade förstärkningsburar
Sättet som armeringstråden appliceras vid armeringsjärnskorsningar påverkar burens styvhet, tiden det tar att bygga buren och kvaliteten på den färdiga monteringen. I prefabricerad betongtillverkning, där produktionshastighet och precision båda spelar roll, är valet av slipmönster ett praktiskt tekniskt beslut, inte bara en fältvana.
Enkel slips (Snap Tie)
Snäppslipsen är den snabbaste slipsen att utföra. Tråd dras diagonalt runt korsningen, de två ändarna förs upp tillsammans och en krok eller tång vrider dem tills tråden biter i sig själv. Det totala antalet vridningar är vanligtvis två till tre hela varv. Denna slips är lämplig för icke-strukturella invändiga korsningar i plattor och väggar där huvudfunktionen är burmontering snarare än exakt positionskontroll.
Åtta slips
Åttasiffran eller sadelbandet lindar tråden i ett åttasifframönster runt båda stängerna vid korsningen. Detta skapar en mer stabil anslutning som motstår rotation av stängerna i förhållande till varandra. Det är den föredragna slipsen för ankarfästningar och för korsningar nära omkretsen av ett prefabricerat element där betongtrycket under gjutningen är högst. Åttaslipsen tar ungefär 30 % längre tid än en knäppslips men ger betydligt bättre positionsstabilitet.
Korsslips (dubbel omslag)
Ett tvärband fördubblar tråden runt korsningen innan den vrids. Detta används vid högbelastningspunkter – hörn, överbelastade områden och platser där flera stänger sammanstrålar nära ett lyftankare. Vissa prefabricerade specifikationer kräver tvärbindningar vid var tredje korsning längs omkretsstängerna för att bibehålla burens geometri under transport av den sammansatta buren från förbindningsstationen till formen. Detta är viktigt för stora element som dubbla utslagsplatser och stadionhöjare där buren kan färdas 20 till 30 meter med kran innan den placeras.
Knyt vapenband
Automatiska dragpistoler som Max RB441T eller Makita DTR180 använder förskurna trådspolar och gör en koppling på under en sekund per korsning. Vid stora prefabricerade operationer minskar användningen av bindpistoler bindningstiden med 60 % till 70 % jämfört med manuell koppling, och det konsekventa antalet vridningar förbättrar enhetligheten. Begränsningen är att slippistoler fungerar bäst på platta mattor; i tredimensionella bursammansättningar med snäva mellanrum mellan stängerna förblir handbindning nödvändig i överbelastade zoner.
| Slipsmönster | Relativ hastighet | Positionell stabilitet | Bästa applikationen |
|---|---|---|---|
| Snap Tie | Snabbt | Måttlig | Interiör platta korsningar |
| Åtta | Måttlig | Hög | Ankarfästningar, omkretsstänger |
| Kors slips | Långsam | Mycket hög | Hörn, lyftankarzoner |
| Tie Gun | Mycket snabb | Måttlig to High | Platt mattmontering, högvolymproduktion |
Lyftsystem för prefabricerad betong: Komponentöversikt och belastningsklasser
Att förstå ett lyftsystem för prefabricerad betong innebär att förstå varje komponent i lastkedjan, från ankaret ingjutet i betongen till krankroken i toppen. Varje länk i denna kedja måste klassas för samma minimibelastning. En svag länk var som helst i systemet definierar systemets säkra kapacitet.
Ingjutna ankare
Ingjutna ankare är grunden för alla lyftsystem för prefabricerade betong. Deras kapacitet beror på betongens tryckhållfasthet vid tidpunkten för lyftet, förankringsdjupet, kantavståndet, avståndet mellan ankarna och vinkeln på den applicerade lasten. De flesta tillverkare publicerar lasttabeller för betongtryckhållfastheter på 20 MPa, 25 MPa, 30 MPa och 40 MPa. Ett typiskt lyftankare klassat till 5 tons arbetsbelastningsgräns (WLL) i 30 MPa betong kan sänkas till 3,5 ton om lyftet sker när betongen endast nått 20 MPa.
Det är därför prefabricerade anläggningar alltid kontrollerar betongens styrka innan de släpper ut element för lyft. Icke-förstörande testning med en Schmidt-hammare eller utdragningstestning av medföljande kuber härdade vid sidan av elementet ger de hållfasthetsdata som behövs för att bekräfta ankarkapaciteten.
Lyftkopplingar och krokar
Lyftkopplingar kopplar krankroken eller spridarbalken till det ingjutna ankaret. För gängade skär kopplas en matchande gängad koppling in och låses före lyftet. För lyftöglor går en krok eller bygel genom öglan. Kopplingar måste vara kompatibla med förankringssystemet – att använda en koppling från en annan tillverkares produktfamilj kan minska den nominella anslutningskapaciteten med upp till 50 % eftersom lastöverföringsgeometrin mellan kopplingskroppen och ankarhuvudet ändras.
Spridarbalkar
Spridarbalkar används när ett prefabricerat element har flera förankringspunkter och krankroken måste belasta vertikalt snarare än i vinkel. Selens vinklar betyder enormt mycket: en tvåbenssele i en 60-graders vinkel mellan benen ökar belastningen i varje ben med 15 % jämfört med vertikal . Vid en 120-graders inkluderad vinkel bär varje ben mer än vikten av elementet eftersom geometrin motverkar systemet. Spridarbalkar eliminerar detta genom att hålla alla selens ben nära vertikala.
För stora prefabricerade element – bryggbalkar som överstiger 20 meter, stadionhöjare och stora prefasadpaneler – kan spridarbalkar specialtillverkas för att matcha ankarlayouten för en specifik elementtyp. Dessa specialbyggda balkar är kalibrerade och lasttestade innan de tas i bruk.
Stållinsslingar och kedjestroppar
Vajerslingar och kättingstropp är de flexibla kopplingarna mellan spridarbalken och krankroken, eller direkt mellan ankaret och kroken i enklare lyft. Båda är betygsatta av WLL och är föremål för nedstämpling baserat på antalet ben och lyftselens vinkel. Vid prefabricerade lyft, fyrbens kedjestropp med masterlänkar är vanliga eftersom de fördelar belastningen över alla fyra ankare samtidigt och kan justeras för asymmetriska belastningar.
Beräkning av den erforderliga kapaciteten för ett lyftsystem för prefabricerad betong
Hissplanering för prefabricerad betong är en ingenjörsuppgift, inte en platsbedömning. Beräkningssekvensen följer en definierad logik som börjar med elementets massa och arbetar framåt genom dynamiska faktorer, säkerhetsfaktorer och geometrisk nedstämpling för att komma fram till den minsta nominella kapacitet som krävs för varje komponent i lyftsystemet.
Steg 1: Bestäm grundämnesmassa
Normalviktsbetong har en densitet på ungefär 2400 kg/m³ . Lättbetongblandningar som används i vissa prefabricerade applikationer kan vara så låga som 1800 kg/m³. Elementmassan beräknas från designritningar. För en väggpanel 6 m lång, 3 m hög och 200 mm tjock med normalviktsbetong: 6 × 3 × 0,2 × 2400 = 8640 kg, eller cirka 8,6 ton.
Steg 2: Använd den dynamiska faktorn
Den dynamiska faktorn står för accelerationskrafterna under kranlyft, inklusive upphämtning från gjutbädden och inställning på plats. PCI (Precast/Prestressed Concrete Institute) och liknande standarder anger vanligtvis en dynamisk faktor på 1,5 för normala lyftförhållanden i en prefabricerad anläggningsmiljö och upp till 2,0 för kranlyft som involverar horisontell färd över långa sträckor eller lyft i blåsiga förhållanden. Att applicera 1,5 på den 8,6 ton tunga panelen ger en dynamisk last på 12,9 ton.
Steg 3: Tillämpa säkerhetsfaktorn
Säkerhetsfaktorer för lyftsystemkomponenter ställs av standarder som EN 13155 (icke-fasta lastlyftanordningar), AS/NZS 4991 och lokala kran- och riggkoder. För ingjutna ankare och kopplingar, en säkerhetsfaktor på 4:1 övermärkt felbelastning används vanligtvis för att komma fram till WLL. Detta är redan inbyggt i ankartillverkarens publicerade WLL-tabell, så planerarens jobb är att säkerställa att den publicerade WLL överstiger den dynamiska belastningen.
Steg 4: Redogör för antal ankarpunkter och lastfördelning
Den dynamiska lasten på 12,9 ton är fördelad över alla aktiva ankarpunkter. Om den 8,6 ton tunga väggpanelen använder fyra symmetriskt anordnade ankare bär varje ankare teoretiskt 3,2 ton. Emellertid inser tekniken för lyftsystem att perfekt lastfördelning över fyra punkter är osannolik på grund av toleranser i ankarplacering och krankrokpositionering. Ett vanligt konservativt antagande är att endast tre av fyra ankare bär last åt gången, vilket innebär att varje ankare måste klassificeras för 12,9 / 3 = 4,3 ton WLL .
Praktisk användning av bindtråd runt lyftankare
Att applicera armeringstråd på rätt sätt runt lyftankare kräver mer försiktighet än att binda standardstångskorsningar. Ankaret är en lastkritisk komponent och dess placering i förhållande till betongytan och till omgivande armering måste vara exakt.
Fästningsprocedur för hylsan
Hylsinsatser är cylindriska eller koniska gängade hylsor som gjuter i plan med betongytan. De är vanligtvis gjorda av segjärn eller stål och har en basfläns eller armeringsjärn svetsad till dem för förankring i betongmassan. Förbindningstrådsproceduren för en beslagsinsats är:
- Placera insatsen på rätt plats på formytan och se till att gängöppningen är tätad med en skumplugg för att förhindra att betongen tränger in.
- Kör en slinga av 16-gauge svart glödgad tråd genom insatsens basfäste och runt närmaste längsgående stång.
- Lägg till en andra bindtrådsögla runt den närmaste tvärgående stången vinkelrätt mot den första.
- Vrid båda banden hårt med ett krokverktyg – minst tre hela varv. Skär svansen till 20 mm och böj den platt för att undvika kontakt med mögelytan.
- Kontrollera att insatsen är i jämnhöjd med formytan – varken stolt eller försänkt – innan hällningen börjar.
Fästprocedur för lyftögla
Lyftöglor är formade tråd- eller armeringsöglor som skjuter ut ovanför den övre ytan av ett prefabricerat element och hakas fast av en krankoppling eller bygel. Deras inbäddade ben måste knytas för att förhindra att öglan pressas ner under betongvibrationer.
- Placera öglan på designplatsen, med de inbäddade benen löpande parallellt med eller korsar de viktigaste armeringsjärnen enligt beskrivningen i designritningen.
- Knyt varje inbäddat ben till närmaste förstärkningsstång med hjälp av en åtta-slips på minst två punkter längs varje ben.
- Om öglan har en bottenplatta eller spridd fot, knyt plattan till minst två stänger med hjälp av korsband.
- Kontrollera att öglans projektionshöjd ovanför den övre ytan matchar ritningen innan du häller.
Vanliga fel att undvika
- Använd underdimensionerad vajer (20 gauge eller mindre) för ankarfästningar - vajern sträcker sig under betongvibrationstryck och tillåter ankarrörelse.
- Koppling endast till en stång när två vinkelräta fästanordningar är specificerade - enaxlad fasthållning tillåter rotation.
- Snurra för hårt tills den snäpper - ett trasigt band vid ett ankare ger ingen begränsning och måste bytas ut innan hällning.
- Lämnar långa trådsvansar som kommer i kontakt med formytan – dessa skapar ytmärken och, på arkitektoniska element, synliga rostfläckar efter urformning.
- Att hoppa över band på ankare som verkar "stabila" i formen – betongvibrationer under packning kan flytta även till synes stabil hårdvara flera millimeter.
Standarder och överensstämmelse för armeringstråd och prefabricerade lyftsystem
Både armeringstråd och lyftsystem för prefabricerad betong regleras av tekniska standarder. Att följa dessa standarder är inte frivilligt i byggprojekt – det är en förutsättning för försäkringsskydd, myndighetsgodkännande och tillverkarens ansvarsskydd. De relevanta standarderna varierar beroende på region, men nyckelreferenserna är konsekventa i sina krav.
Standarder för armeringstråd
- ASTM A82 / A82M (USA): Standardspecifikation för ståltråd, slät, för betongförstärkning—gäller den tråd som används vid tillverkning av bindtråd.
- BS EN 10218 (Europa): Ståltråd och ståltrådsprodukter – allmänna testmetoder, som omfattar testning av dimensionella och mekaniska egenskaper.
- GB/T 343 (Kina): Standard för allmänt bruk av ståltråd med låg kolhalt, känd av kinesiska tillverkare av bindtråd.
- JIS G 3532 (Japan): Lågkolhaltig ståltrådsstandard som täcker tråden från vilken bindtrådsprodukter tillverkas.
Standarder för lyftsystem i prefabricerad betong
- EN 13155:2003 A2:2009 : Icke-fixerade lastlyftande tillbehör – säkerhetskrav för ingjutna ankare och lyftkopplingar som används i Europa.
- PCI Design Handbook 8:e upplagan : Den primära referensen för design av prefabricerad och förspänd betong i Nordamerika, inklusive ett fullständigt kapitel om hantering, transport och montering som täcker design av lyftsystem.
- AS 3850 (Australien): Uppfällbar betongkonstruktionsstandard, som inkluderar krav på lyftinsatser, toppstänger och den minsta betonghållfasthet som krävs före lyft.
- OSHA 29 CFR 1926.753 (USA): Omfattar användning av kran och borrtårn i konstruktion, inklusive krav på rigginspektion och operatörskvalifikationer som gäller prefabricerade hissar.
I praktiken inkluderar överensstämmelsedokumentationen för en prefabricerad lyftoperation elementets lyftplan, ankartillverkarens WLL-tabeller med hänvisning till elementets betonghållfasthet, ett tredjepartsinspektionsprotokoll över ankarinstallation och certifieringen av kran- och riggutrustning. Armeringstråd är en del av denna bild genom burinspektionsprotokollet, vilket bör bekräfta att alla ankare var bundna enligt specifikationen innan gjutningen.
Förbrukningsuppskattningar för armeringsjärn för prefabricerade projekt
Projektledare och inköpsteam måste uppskatta förbrukningen av armeringsjärn för att undvika produktionsförseningar orsakade av materialbrist. Trådförbrukningen beror på stångavståndet, stångdiametern, elementtjockleken och dragmönster som används. Branschens tumregel för standardprefabricerade arbeten är 8 till 12 kg bindtråd per ton armeringsstål . För tätt placerade burar i konstruktionselement med tätt stångavstånd (100 mm i mitten) kan förbrukningen nå 15 kg per ton.
Bearbetat exempel: Prefabricerad väggpanelproduktion
En prefabricerad fabrik som producerar 50 väggpaneler per vecka, som var och en innehåller 180 kg armeringsstål, använder 50 × 180 = 9000 kg armeringsjärn per vecka. Vid en förbrukning av 10 kg bindtråd per ton armeringsjärn är det veckovisa kravet på bindtråd 90 kg . I 25 kg spolar är det ungefär 4 spolar per vecka. De flesta prefabricerade anläggningar har ett buffertlager på 2 till 4 veckor, så det stående lagret skulle vara 8 till 16 spolar av 16-gauge svart glödgad tråd för denna produktionsvolym.
När slippistoler introduceras ökar förbrukningen något eftersom maskinen använder en konsekvent vridning med en definierad trådlängd per slips, och operatören tenderar att binda fler korsningar än en handbindande arbetare skulle göra på samma gång. Planera för en 10% till 15% ökning i trådförbrukning vid övergång från handbindning till slippistoldrift.
Kontrollpunkter för kvalitetskontroll innan ett förtillverkat element lyfts
En systematisk kvalitetskontrollprocess som täcker både armeringstrådsarbete och lyftsystemkomponenter är avgörande innan något prefabricerat element lämnar gjutbädden. Följande checklista återspeglar vad välskötta prefabricerade anläggningar använder innan man släpper ett element för lyft.
Innan betonggjutningen
- Alla lyftankare är knutna till buren på de angivna platserna med hjälp av den specificerade trådmåttet och dragmönstret.
- Förankringspositioner kontrollerade mot konstruktionsritningen – horisontella och vertikala positioner inom ±5 mm tolerans.
- Skumproppar eller plastlock är på plats på alla gängade insatser.
- Skyddsdistanser (stolar och banddistanser) installeras på rätt avstånd för att bibehålla lockets djup över alla stänger, inklusive nära fästpunkter för lyftankare.
- Burinspektion undertecknad av QC-inspektören och registrerad.
Efter strippning, före lyft
- Betongtryckhållfasthet bekräftad genom testning – den minsta hållfastheten för lyft som specificerats av ankartillverkaren är uppfylld.
- Alla ankargängor rengjorda och kontrollerade – kopplingarna kan kopplas in och låsas.
- Lyftsystemkomponenter (kopplingar, stroppar, spridarbalk) inspekterade och inom servicedatum.
- Kransäker arbetsbelastning bekräftad för lyftradien och elementmassan.
- Lyftplan granskad och godkänd av kranföraren och riggningsövervakaren.
Välja armeringstråd för olika prefabricerade miljöer
Val av tråd är inte ett beslut som passar alla. Miljön i vilken det prefabricerade elementet kommer att fungera, kraven på ytkvalitet och tillverkningsmetoden alla påverkar vilken trådtyp och tjocklek som är lämplig.
Strukturell prefab för byggnader
Standardpelare, balkar, plattor och väggpaneler för byggnader i icke-aggressiva miljöer: 16-gauge svart glödgat bindtråd på 25 kg spolar. Snäppband för invändiga korsningar, åtta-slipar vid omkretsstänger och ankarpositioner. Användning av slippistol uppmuntras för platta matta element (plattor, paneler) för att förbättra hastigheten och konsistensen.
Infrastruktur och marin prefab
Brobalkar, marin fender, havsväggspaneler och kustnära infrastruktur: varmförzinkad 16-gauge tråd . Galvaniseringen förhindrar rostblödning genom betongytan, vilket har betydelse både estetiskt och för långvarig hållbarhet i kloridhaltiga miljöer. Där förstärkning av rostfritt stål används (mycket aggressiva marina zoner), specificeras bindtråd av rostfritt stål i matchande kvalitet för att förhindra galvanisk korrosion vid kontaktpunkten tråd-till-stång.
Arkitektoniska prefasader
Exponerade ballastpaneler, polerade betongfasader och glasfiberarmerad betong (GFRC) stödelement: PVC-belagd eller galvaniserad tråd, med noggrann ledningssvanshantering. Alla trådspetsar måste peka bort från den exponerade ytan och böjas till ett minimum av 15 mm fritt utrymme från formytan. Vissa arkitektoniska prefabricerade specifikationer kräver en positiv inspektionsmärkning om att ingen blank ståltråd är inom 25 mm från den gjutna ytan.
Precast i kalla väderförhållanden
Svart glödgad tråd blir något sprödare i kalla förhållanden. Vid temperaturer under 0 °C minskar förvärmning av trådspolen eller arbete i en uppvärmd gjuthall risken för att tråden går sönder vid bindning. Töjningsminskningen vid minusgrader är blygsam – vanligtvis 2 % till 4 % lägre än vid 20 °C – men i mycket kalla klimat (under -10 °C) är det en förnuftig försiktighetsåtgärd att byta till en tråd med högre töjningsspecifikation eller tappa en mätare.
Transport och hantering av platsen: där bindetrådsarbeten testas
Kvaliteten på armeringshållarens bindtrådsarbete testas inte bara under lyftet från gjutbädden utan under hela transport- och installationssekvensen. Ett prefabricerat element kan lyftas upp till fyra gånger innan den slutliga installationen: lyft från formen, överföring till lager, lastning på lastbil och slutlig placering. Varje hiss utsätter lyftsystemet för prefabricerad betong för dynamiska belastningar. Mellan lyften transporteras elementet på en flakbil eller låglastare, där vägvibrationer applicerar cyklisk belastning på betongen runt ankarinsatserna.
Element med dåligt bundna burar som möjliggjorde burrörelse under gjutning kan visa sprickor runt ankarplatser efter transport, även om det första lyftet verkade lyckat. Mikrosprickor utbreder sig under cyklisk belastning och kan orsaka att ankaret dras ut vid belastningar under märk WLL. Det är därför dokumentationen för burinspektionen följer med elementet – om skada upptäcks på plats är inspektionsprotokollet utgångspunkten för utredningen.
Den prefabricerade leveranskedjan är bara så tillförlitlig som det svagaste kvalitetskontrollsteget. Arbete med armeringsjärn är tidigt i den kedjan men dess effekter sprider sig hela vägen till den slutliga installationen. Att få det rätt från början – korrekt trådtyp, rätt tjocklek, rätt dragmönster och korrekt fästning av ankare – är den mest kostnadseffektiva kvalitetskontrollinvesteringen i prefabricerad betongproduktion.








