Vad är avfasad kantbetong och varför det är viktigt
Fasad kantbetong avser betongelement - väggar, pelare, plattor, balkar och prefabricerade paneler - där det skarpa 90-graders hörnet har ersatts med en vinklad eller fasad yta, vanligtvis skuren i 45 grader. Resultatet är en ren diagonal yta som löper längs kanten. Detta är inte rent kosmetiskt. En avfasad kant minskar spänningskoncentrationen i hörn med upp till 30 % jämfört med fyrkantiga kanter , vilket innebär färre spån, sprickor och splittrade hörn under strukturens livslängd.
Utöver strukturella prestanda har avfasade kanter en kritisk säkerhetsfunktion. Exponerade fyrkantiga betonghörn är ökända för att orsaka skärsår och skavsår - en verklig fara i lager, parkeringskonstruktioner, offentliga byggnader och infrastrukturprojekt. Ett avfasat hörn trubbar den risken direkt. I arkitektoniskt arbete skapar den vinklade avslöjaren också skugglinjer som ger visuellt djup och sofistikering till en annars plan yta.
Den vanligaste avfasningsstorleken i allmän konstruktion är en 20 mm × 20 mm (¾ tum) 45-graders fas , även om arkitektoniska projekt ofta använder 10 mm, 15 mm, 25 mm eller anpassade profiler. Prefabricerade betongtillverkare anger ofta djupare avfasningar - 30 mm eller 40 mm - för att skapa starkare visuell artikulation mellan panelerna.
Hur avfasade kanter bildas i betong
Det finns två grundläggande tillvägagångssätt för att skapa en avfasad kant på betong: formning av fasningen före gjutningen med avfasningsremsor placerade inuti formen, eller skärning och slipning av fasningen efter att betongen har härdat. Förgjutning är den i särklass vanligaste och mer kostnadseffektiva metoden inom professionell konstruktion.
För-häll avfasningsremsor
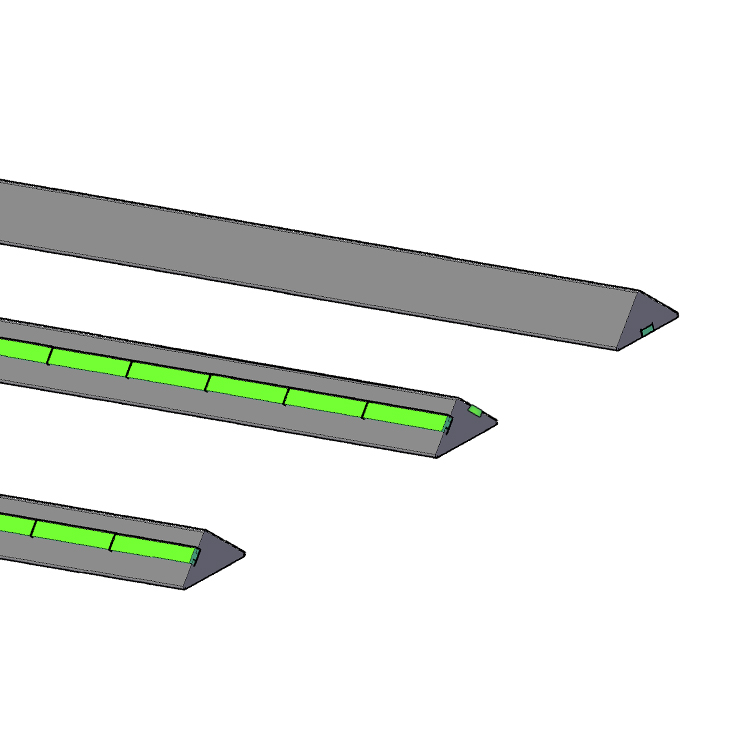
Fasremsor - även kallade avfasningsinsatser eller kantinsatser - är triangulära profilbitar av material fixerade inuti formen vid hörn innan betong gjuts. När formerna är avskalade dras remsan bort för att avslöja en perfekt avfasad kant. Denna metod kräver inga sekundära operationer och tillför minimal tid till formningsprocessen.
De tre vanligaste fasremsmaterialen är skum (polyuretan eller polyeten), PVC/plast och gummi. Var och en har sin egen prestationsprofil. Skumremsor är billiga och flexibla men benägna att slitas sönder under borttagning av formen, vilket lämnar fragment bundna till betongytan som måste plockas ut för hand - en tidskrävande defektkorrigeringsprocess. PVC-remsor är mer hållbara men kräver mekanisk fästning med spik, skruvar eller lim, vilket tillför arbetskraft och lämnar fästhål i formytan.
Skärning och slipning efter hällning
När en fas krävs på härdad betong som inte är formad med en fasremsa, använder entreprenörer vinkelslipar försedda med diamantslipskivor eller betongöverfräsar med avfasningskronor. Detta tillvägagångssätt är betydligt dyrare - utrustningskostnad, arbetstid och dammhantering går ihop. A 15-meters avfasad kant som bildas under gjutning kostar ungefär 60–70 % mindre än motsvarande kant som produceras av efterhärdningsslipning . Eftergjutningsmetoder är vanligtvis reserverade för renoveringsarbeten eller korrigering av formningsfel.
Magnetisk avfasning Remsor: Den professionella standarden för stålform
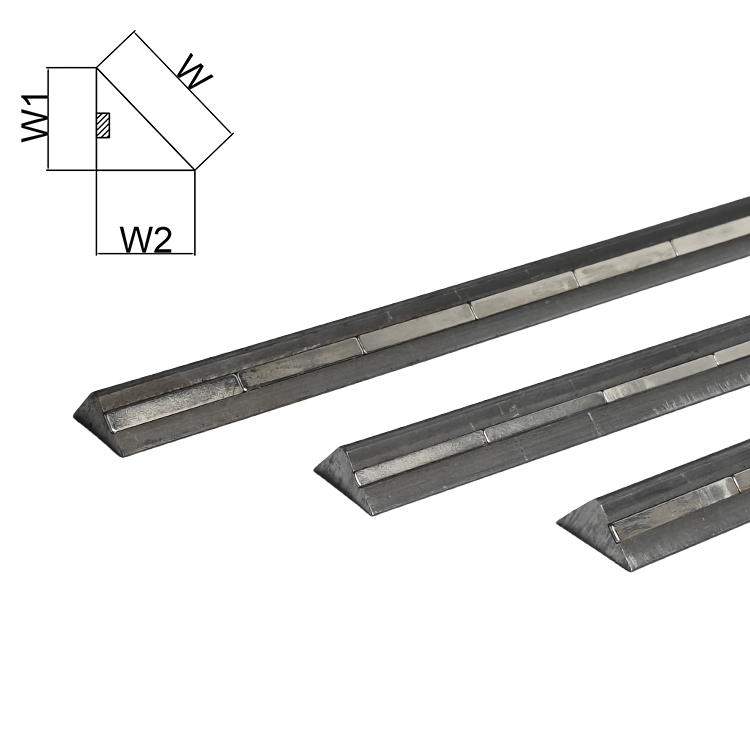
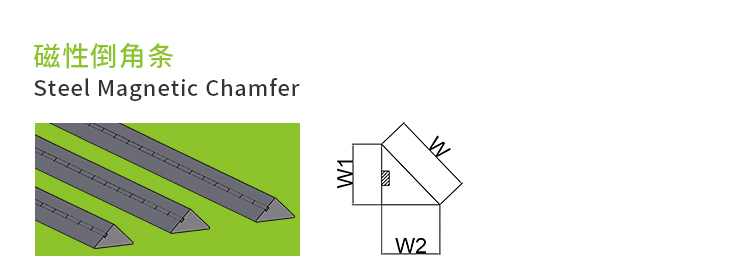
Vid prefabricerad betongproduktion och in-situ arbete med stålform har magnetiska fasband blivit den dominerande infästningslösningen. En magnetisk avfasningsremsa är en triangulär avfasad insats med en kontinuerlig ferrit- eller neodymmagnet inbäddad längs sin bas. Magneten håller remsan stadigt mot stålformytan utan några skruvar, spikar, klämmor eller lim. Positioneringen tar några sekunder. Ompositionering går lika snabbt.
Magnetiska avfasningsremsor är återanvändbara över hundratals gjutcykler , vilket gör deras högre enhetskostnad irrelevant när den beräknas per användning. En magnetisk avfasningsremsa av kvalitet i PVC eller gummi kostar tre till fem gånger mer än en engångsskumremsa, men om den överlever 300 hällningar – en rimlig siffra för en välskött remsa – är kostnaden per häll en bråkdel av engångsalternativet.
Hur magnetiska avfasningsremsor fungerar
Kroppen på en magnetisk avfasningsremsa är vanligtvis gjord av styv PVC, flexibelt gummi eller en kombination av båda. Den triangulära profilen sitter i hörnet av stålformen och den plana basytan är i kontakt med stålytan. Inbäddade magneter - vanligtvis placerade med 50 mm till 150 mm intervall längs remsan - genererar en hållkraft som motstår både sidoförskjutning under betongvibrationer och vertikal rörelse under gjutning. De flesta tillverkare tillverkar remsor i standardlängder på 1000mm, 1500mm och 2000mm , med sammanfogade skarvar för längre körningar.
Magnetspecifikationen spelar roll. Ferritmagneter är kostnadseffektiva och fungerar bra i standardproduktionsmiljöer. Neodymiummagneter (sällsynta jordartsmetaller) ger betydligt starkare fäste - viktigt när avfasningsremsan är placerad på vertikala eller överliggande formytor, eller när betong placeras med högenergivibratorer som skapar ett betydande sidotryck på formskär.
Ytfinishkvalitet
En av de tydligaste fördelarna med magnetiska avfasningsremsor jämfört med skummotsvarigheter är ytfinishens kvalitet. Skum absorberar fukt och kan lämna en grov, porös textur på det avfasade ansiktet. Magnetremsor av PVC och gummi ger en tät, slät finish på avfasningen som matchar eller överträffar finishkvaliteten på den intilliggande formade ytan. För arkitektonisk betong – där ytfläckar är oacceptabelt – är denna distinktion avgörande.
Jämföra avfasningslisttyper: en praktisk översikt
Att välja rätt avfasningsremsa beror på formsättningstyp, projektskala, nödvändiga återanvändningscykler och finishspecifikation. Tabellen nedan sammanfattar de viktigaste avvägningarna.
| Typ | Fästmetod | Formsättningskompatibilitet | Återanvända cykler | Ytfinish | Typisk kostnad |
|---|---|---|---|---|---|
| Skumremsa | Lim / spik | Timmer, plywood | 1–3 | Rättvis (porös) | Mycket låg |
| PVC-remsa (spikad) | Spikar/skruvar | Timmer, plywood | 10–30 | Bra | Låg–medium |
| Gummiremsa | Lim/klämmor | Stål, timmer | 50–150 | Mycket bra | Medium |
| Magnetisk avfasning Strip (PVC) | Inbäddad magnet | Endast stål | 200–500 | Utmärkt | Medium–hög |
| Magnetisk avfasning Strip (rubber) | Inbäddad magnet | Endast stål | 300–600 | Utmärkt | Hög |
Standardfasstorlekar och när de ska användas varje
Fasdimensioner anges som benlängden för det rätvinkliga triangelns tvärsnitt. En "20 mm avfasning" betyder att båda benen på triangeln är 20 mm, vilket ger en 28 mm diagonal yta vid 45 grader. Här är hur storleksval vanligtvis mappas till applikationstyp:
- 10 mm × 10 mm: Lätta bostadsarbeten, invändiga hörn på väggar och pelare där minimal avslöja önskas. Används ofta i bostadsbyggande för att minska risken för flisning utan en tydlig visuell avfasning.
- 15 mm × 15 mm: Allmän kommersiell konstruktionsstandard för pelare, balkar och väggkanter i kontors- och butiksprojekt. Balanserar synlighet och funktionalitet.
- 20 mm × 20 mm: Den mest använda storleken i civil och strukturell betong. Appliceras på brodistanser, stödmurar, industrigolv och prefabricerade element. Den 20 mm avfasning är standardstorleken i de flesta nationella betongkoder när ingen specifik storlek anges.
- 25 mm × 25 mm: Infrastrukturarbete inklusive tunnlar, gångtunneler och tunga anläggningar där kanter utsätts för stötbelastning från fordon eller maskiner.
- 30 mm × 30 mm och över: Arkitektoniska prefasader, exponerade aggregatpaneler och signaturstrukturelement där skugglinjen är en avsiktlig designfunktion. Används även i aggressiva miljöer (marin, kemisk exponering) där en större avfasning flyttar hörnet bort från zonen med maximal försämring.
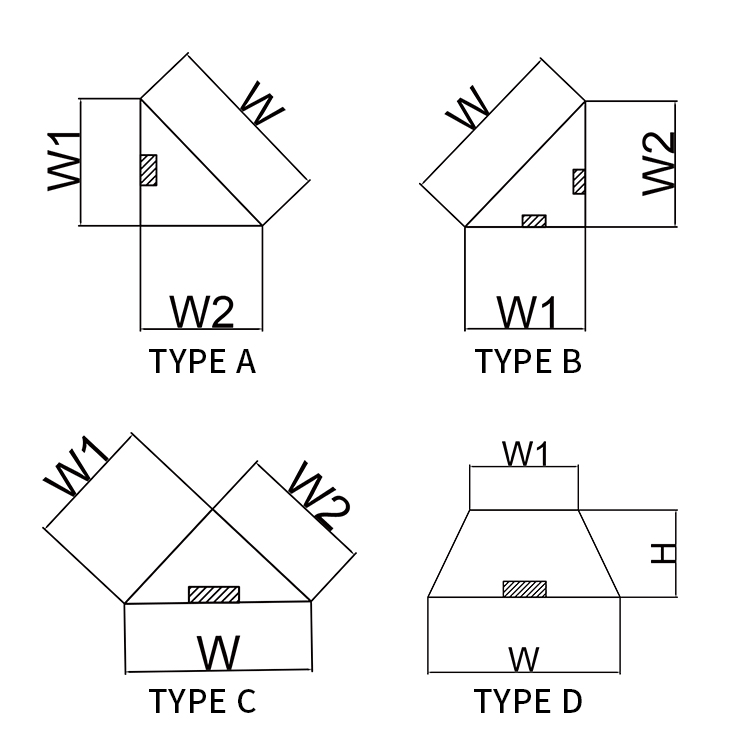
Icke-standardiserade profiler finns också. Vissa prefabricerade tillverkare använder en fas i förhållandet 1:2 eller 1:3 (en ytlig fas snarare än 45 grader) för att skapa en annan skugglinjeeffekt. Magnetiska avfasningslister finns tillgängliga i dessa anpassade profiler från specialformsleverantörer, även om ledtider och minsta beställningskvantitet gäller.
Installera avfasningslister korrekt: Vanliga misstag och hur man undviker dem
Felaktig installation av faslister är en av de främsta orsakerna till kantdefekter i formad betong. De resulterande reparationerna - slipning, lappning, epoxifyllning - kostar mycket mer i tid och material än att få installationen rätt i första hand. Följande är de vanligaste felen på webbplatsen.
Gap Between Strip och Form Face
Även ett 1–2 mm mellanrum mellan basen av fasremsan och formytan tillåter cementpasta att blöda undertill under vibration. Resultatet är en fena av härdad pasta längs kanten av fasningen som måste flisas bort - skadar den färska betongen i processen. För magnetiska avfasade remsor orsakas detta gap vanligtvis av en magnet som har tappat hållfastheten eller skräp mellan remsan och stålformen. Rengör formytan med en stålborste innan du placerar remsor, och kontrollera att varje sektion snäpper fast mot stålet utan att gunga.
Felinriktade fogar mellan bandsektioner
Där två avfasade sektioner möts ände till ände, skapar varje förskjutning - även 0,5 mm - ett synligt steg i den färdiga avfasade kanten. För magnetiska avfasade remsor är det enkelt att sammanfoga ändarna eftersom magneterna håller positionen utan att glida. För spikade PVC-remsor kräver fogjustering mer omsorg. Använd en rak kant när du placerar sektioner och applicera en liten bit tejp över fogen innan du häller för att förhindra infiltration av pasta.
Otillräckligt släppmedel
Fasremsor – särskilt PVC- och gummityper – måste beläggas med formsläppolja före varje hällning. Att hoppa över detta steg innebär att remsan binder till betongytan och river bort bitar av avfasningsytan under skalningen. Applicera ett tunt, jämnt lager släppmedel på avfasningsremsan med en borste eller rulle, inte en sprutpistol — Sprayapplicering tenderar att missa inre hörn och lämna pooler på horisontella ytor som orsakar ytfläckar.
Remsförskjutning under vibration
Invändiga betongvibratorer skapar betydande sidotryck på allt i formen. Skumremsor som endast hålls av lim kan migrera flera millimeter under vibration, vilket ger en vågig eller felinriktad avfasning. Magnetiska avfasningsremsor motstår denna förskjutning effektivt när magnethållningskraften anpassas till formorienteringen och vibratorns utmatning. För högfrekventa vibrationer (över 12 000 rpm) är neodymmagnetremsor att föredra framför ferritmagnetremsor, som kanske inte ger tillräcklig hållkraft på vertikala ytor.
Tillämpningar inom prefabricerad betongtillverkning
Produktion av prefabricerad betong är där magnetiska fasband används mest. Prefabricerade anläggningar använder vanligtvis stålpall eller bordsformer som omkonfigureras flera gånger dagligen. I den här miljön omvandlas hastigheten och lättheten för att flytta magnetiska avfasningsremsor direkt till produktionskapaciteten. En besättning som tidigare ägnat 20 minuter åt att spika skumfasremsor per form kan placera och placera magnetiska fasremsor för samma form på mindre än 5 minuter.
Prefabricerade element som rutinmässigt innehåller avfasade kanter inkluderar:
- Kolumner och pelarbottnar för flervåningskonstruktioner
- Väggpaneler för bostäder, kommersiella och industribyggnader
- Trappstång och individuella trappsteg
- Brobalkar (I-balkar, U-balkar, lådbalkar)
- Tunnelbeklädnadssegment där avfasade kanter underlättar ringmontering och packningssäten
- Stödmursklossar och bullerpaneler
- Arkitektoniska beklädnadspaneler där skugglinjen är ett designelement
Specifikt vid tillverkning av tunnelsegment tjänar avfasade kanter ett strukturellt syfte utöver estetik. Fasningen skapar ett försänkt spår när två segment placeras intill varandra, och detta spår kan fyllas med tätning eller injekteringsbruk för att ge en sekundär vattentätning. De flesta tunnelsegmentspecifikationer kräver en avfasning på minst 20 mm × 20 mm på alla längsgående och periferiska leder av just denna anledning.
Fasade kanter och hållbarhet i betong
Hållbarhetsargumentet för avfasade kanter stöds väl av praktisk observation och materialvetenskap. Skarpa 90-graders betonghörn är i sig känsliga eftersom betongen vid hörnets spets stöds på endast två ytor istället för tre. När det utsätts för stötar, termisk cykling eller förstärkningskorrosion, tenderar detta hörn med dåligt stöd att spjälkas först.
Termisk cykling är särskilt aggressiv i utsatta hörn. Betong expanderar och drar ihop sig med temperaturförändringar. Hörnet är den punkt där två ytor möts vid maximal exponeringsvinkel, vilket skapar dubbelriktad termisk spänning. Under åratal av exponering utomhus orsakar denna cykliska stress mikrosprickor som utvecklas till synlig spjälkning. Studier av parkeringsstrukturpelare visar att fasade kanter minskar förekomsten av hörnspjälkning med 40–60 % under en 20-årig serviceperiod jämfört med motsvarande skarpkantade pelare i samma miljö.
I armerad betong är täckdjupet vid ett skarpt hörn geometriskt mindre än den nominella täckningen mätt vinkelrätt mot en plan yta. Ett 30 mm lock på en plan väggyta kan minska till effektivt 21 mm i ett fyrkantigt hörn mätt till närmaste armeringsjärn. Avfasning av hörnet flyttar fysiskt den exponerade ytan bort från armeringsjärnet, vilket återställer ett effektivt skydd. Det är därför som många hållbarhetsfokuserade betongkoder – inklusive BS EN 13670 i Europa – uttryckligen kräver avfasade kanter på konstruktionsbetong i exponeringsklasserna XC3, XC4, XD2 och högre.
Att välja rätt magnetisk avfasningsremsa för ditt projekt
Alla magnetiska avfasningsremsor fungerar inte lika. Följande faktorer bör vägleda specifikationer och inköpsbeslut för prefabricerade och in-situ stålformningsapplikationer.
Magnettyp och hållkraft
För horisontell gjutning (remsan sitter på ett platt stålbord) räcker det i allmänhet med ferritmagneter med en hållkraft på 10–15 N per magnet. För vertikala formytor eller för former som används med högenergivibrationer, specificera magnetiska avfasningsremsor av neodym med hållkrafter på 25–50 N per magnet. Vissa tillverkare publicerar dragkraftsdata per meter remsa - ett användbart jämförande mått. Leta efter ett minimum av 150 N per meter remsa för vertikala applikationer .
Kroppsmaterial: PVC vs gummi
Magnetiska avfasningslister i PVC är hårdare och mer formstabila, vilket gör dem lämpliga för applikationer som kräver mycket exakt kantgeometri - t.ex. arkitektonisk förgjutning. Magnetiska avfasningsremsor av gummi är mer flexibla, vilket gör att de kan följa små kurvor eller ytor som inte är platta utan att lämna luckor. Gummi tenderar också att släppa renare från betongytan under avskalning, vilket minskar risken för ytskador. För produktion i stora volymer ger magnetiska avfasningsremsor av gummi ofta bättre livslängd på remsorna eftersom deras flexibilitet minskar belastningen på magnet-kroppens gränssnitt under borttagning av formen.
Temperaturbeständighet
Prefabricerade fabriker använder ofta ånghärdning för att påskynda styrka. Standard ferritmagnetstyrka påverkas inte nämnvärt av ånghärdningstemperaturer (vanligtvis 50–70°C). Men neodymmagneter börjar förlora permanent magnetisering över cirka 80°C , vilket innebär att de är olämpliga för accelererade härdningscykler vid hög temperatur utan att tillverkaren bekräftar en klass med hög temperatur. Ange detta krav uttryckligen när du beställer magnetiska faslister för ånghärdade prefabricerade arbeten.
Hörn och ändstycken
Bra magnetiska avfasningssystem inkluderar specialtillverkade hörnstycken - 90-graders inre och yttre hörn - som gör att fasningen kan lindas runt pelarhörnen utan att fula geringsskarvar skärs på plats. Dessa hörnstycken bör specificeras som en del av systemet snarare än tillverkade av kapade längder, eftersom platsskurna fogar är en vanlig källa till pastaläckage och kantdefekter.
Fasad kantbetong i arkitektoniska och designsammanhang
I arkitektonisk betong - ibland kallad ljusbetong eller béton brut - är den avfasade kanten ett medvetet estetiskt verktyg lika mycket som ett praktiskt. Skugglinjen som skapas av en avfasad remsa artikulerar ytan, definierar elementets geometri och ger massbetongformer en raffinerad, tillverkad kvalitet som släta fyrkantiga kanter saknar.
Arkitekter som arbetar i traditionen med exponerad betong - från Le Corbusiers Unité d'Habitation till samtida Tadao Ando-projekt - har använt avfasade linjer för att kontrollera hur ljus läser över betongytor. A 25 mm avfasning skapar en skugglinje som är cirka 35 mm bred under kratta ljusförhållanden, vilket är tillräckligt för att tydligt registreras i dagsljus på en fasad. En 10 mm avfasning läses som en fin linje, mer subtil och lämplig för invändiga ytor där ljusnivåer och betraktningsavstånd är olika.
För arkitektoniskt prefabricerade är konsistensen av fasdjup och position över hundratals eller tusentals identiska paneler avgörande. Alla variationer i remspositionen ger en synlig snedställning när paneler installeras. Magnetiska fasremsor, genom att tillåta snabb och repeterbar positionering till referensmärken på stålformen, gör denna konsistens uppnåbar i produktionsskala på ett sätt som spikade eller limmade band helt enkelt inte kan matcha tillförlitligt.
Vissa arkitekter specificerar färgade avfasningsremsor - vanligtvis en PVC-kropp med integrerat pigment - för att skapa en avsiktlig färgkontrast vid avfasningen. Detta är en ovanlig men effektiv teknik för att skapa stark visuell artikulation i fasader med stora paneler. Standard magnetiska fasremsor finns i grått, svart och ibland vitt från större leverantörer, med anpassade färger tillgängliga på beställning.

Underhåll och återanvändning av magnetiska avfasningsremsor
För att uppnå maximal livslängd från magnetiska avfasningslister krävs en konsekvent underhållsrutin. Remsor som helt enkelt slängs i en soptunna mellan gjutningarna samlar på sig betongrester, får magnetskador och utvecklar ytrepor som överförs till betongfinishen.
- Rengör omedelbart efter strippning. Betongrester på remsan är lätt att ta bort när den är färsk och extremt svår när den härdats. Använd en plastskrapa - inte ett metallverktyg, som repar PVC- eller gummikroppen - och skölj med vatten.
- Inspektera magnetuppsättningen. Kör en stålplåt längs remsans bas efter rengöring. Varje sektion som inte håller stadigt indikerar en misslyckad eller förskjuten magnet. Individuella magnetfel kan ibland repareras av leverantören; remsor med flera magnetfel bör tas bort.
- Förvara horisontellt. Att stapla remsor vertikalt eller luta dem mot väggar orsakar långvarig skevhet, särskilt i PVC-remsor. Förvara platt i märkta ställ organiserade efter profilstorlek.
- Applicera släppmedel före varje påfyllning. Även efter rengöring, applicera ett nytt lager släppmedel på både den triangulära ytan av remsan och basytan som kommer i kontakt med stålformen. Detta skyddar både remsytan och gör formavskalning lättare.
- Logga användningscykler. I prefabricerade anläggningar med hög volym kan spårning av antalet gjutningar per remssats proaktivt utbyte innan ytförsämring börjar påverka den färdiga betongens kvalitet. De flesta tillverkare rekommenderar att man byter ut remsor vid 80 % av sin nominella återanvändningscykel snarare än att vänta på ett synligt misslyckande.
Kostnadsanalys: Magnetiska avfasningsremsor vs traditionella metoder
En realistisk kostnadsjämförelse måste ta hänsyn till materialkostnad, arbetstid för installation och borttagning, frekvensen av byte av remsor och eventuella extra kostnader för defektreparation. Följande exempel använder en hypotetisk prefabricerad produktionsanläggning som gjuter 50 kolonnelement per vecka, som vart och ett kräver 12 linjära meter 20 mm avfasningsremsa.
| Kostnadsfaktor | Skumremsa | Spikad PVC-remsa | Magnetisk avfasning Strip |
|---|---|---|---|
| Materialkostnad per meter | 0,15 USD | 0,60 USD | 3,50 USD |
| Återanvänd cykler | 1 | 15 | 350 |
| Effektiv materialkostnad per häll (per meter) | 0,15 USD | 0,04 USD | 0,01 USD |
| Arbetsminuter per kolumn (installera bort) | 22 min | 28 min | 6 min |
| Årlig arbetskostnad (35 USD/timme) | ~$16 900 | ~$21 500 | ~$4 600 |
| Beräknad kostnad för reparation av defekter (årlig) | 4 200 USD | 1 800 USD | 300 USD |
Siffrorna ovan klargör det den högre enhetskostnaden för magnetiska fasband kompenseras helt av arbetsbesparingar under det första produktionsåret . De pågående årliga besparingarna från minskad arbetskraft och defektreparation är betydande. För en anläggning som producerar 50 element per vecka kan byte från skum till magnetiska avfasade remsor realistiskt spara över 15 000 USD årligen i direkta kostnader – innan man räknar med förbättrad kvalitet och minskad kundavvisningsfrekvens.
Kod och specifikationskrav för avfasade kanter
Fasade kanter är inte alltid valfria. Flera ofta använda koder och specifikationer ställer avfasningskrav på konstruktionsbetong.
- ACI 301 (USA): Kräver att alla exponerade hörn av formad betong får en fas eller radie om inget annat anges. Standardfasstorleken där den inte anges är ¾ tum (ungefär 19 mm).
- BS EN 13670 (Europa): Specificerar avfasningskrav för betong i exponeringsklass XC3 och högre, med minst 15 mm fas på alla exponerade strukturella kanter i måttliga till svåra miljöer.
- AS 3610 (Australien): Formsättningsstandard som kräver avfasningslister eller motsvarande vid alla yttre arrishörn om inte designritningarna specifikt tillåter fyrkantiga kanter.
- ASSHTO LRFD Bridge Design (USA): Kräver minst 25 mm avfasning på alla exponerade kanter av brobetong i XS- och XD-exponeringsförhållanden.
- CIRIA C660 / C766 (Storbritannien): Vägledningsdokument för tidig termisk sprickbildning i betong rekommenderar avfasade kanter för att minska spänningskoncentrationseffekter vid formhörn — en faktor vid tidig termisk sprickbildning.
När du granskar projektspecifikationerna, kontrollera både strukturritningarna och projektspecifikationssektionerna för formningskrav. Det är inte ovanligt att avfasningskrav förekommer i specifikationen men inte är dimensionerade på ritningarna, vilket lämnar entreprenören att bekräfta avsedd storlek med konstruktören innan formningsmaterial beställs.








