När det gäller strukturell betongkonstruktion, att binda armeringsstål korrekt är ett av de mest kritiska stegen som avgör om en struktur kommer att fungera säkert under decennier . Oavsett om du arbetar med prefabricerade paneler, platsgjutna plattor eller komplexa balksammansättningar, påverkar sättet som armeringsjärn binds direkt lastöverföring, betongöverdragskonsistens och långvarig hållbarhet. Det korta svaret: använd bindtråden med rätt tjocklek, använd rätt bindningsmönster för fogtypen, bibehåll en minst 1,5-tums betongöverdrag och koppla alltid ihop ditt bindningsarbete med kvalitet Prefabricerade betongtillbehör som är konstruerade för den specifika applikationen.
Den här guiden går djupt in i varje aspekt av att binda armeringsstål — från trådmätare och bindningsverktyg till hur tillbehör som stångstolar, distanser och mekaniska kopplingar interagerar med din armeringsenhet. Om du specificerar, tillverkar eller inspekterar armerad betong är det här informationen du behöver.
Varför det är viktigare att binda armeringsstål än de flesta tror
Armeringsjärnsband är inte strukturella i teknisk mening – de bär inte last. Men de håller ihop buren under betongplacering, vilket förhindrar att stänger förskjuts under vibrationerna från en betongvibrator eller vikten och flödet av färsk betong. En feljusterad stapel av jämnt en halv tum kan minska det effektiva djupet av en strålsektion med 5–10 % , vilket på ett meningsfullt sätt minskar böjkapaciteten utan några synliga tecken på problemet.
Konsekvenserna sammansätts vid prefabricerad betongtillverkning, där snäva dimensionstoleranser är standard. Prefabricerade paneler, brobalkar och strukturella pelare är utformade med armeringsjärnspositioner mätta till bråkdelar av en tum. Lösa band som tillåter stänger att migrera innan betongsatserna kan leda till komponenter utanför toleransen som misslyckas med kvalitetsinspektioner – eller ännu värre, klarar inspektionen och underpresterar under service.
Utöver dimensionskontroll stöder korrekt bundna burar den konsekventa placeringen av Prefabricerade betongtillbehör såsom lyftinsatser, ankarplattor, inbäddade plattor och hylsor. Dessa tillbehör är beroende av styva armeringshållare för att hålla sig på plats. En dåligt bunden bur är en dåligt placerad insats, och det innebär fältproblem: felaktiga anslutningar, otillräckliga belastningsvärden och kostsam sanering.
Tie Wire: Typer, mätare och när de ska användas
Det vanligaste materialet för att binda armeringsstål är glödgad svart tråd, även kallad mjuk svart tråd. Dess mjukhet efter glödgning gör att den kan vridas tätt utan att gå sönder, och den motstår korrosion ganska bra i torra miljöer. Standardmåttområdet för armeringsjärnsbindning är 16 till 18 AWG (American Wire Mätare) , med 16,5 AWG som den mest använda inom kommersiell konstruktion.
Trådtyper efter applikation
| Trådtyp | Gauge | Bästa applikationen | Anteckningar |
| Glödgad svart tråd | 16–18 AWG | Allmänt platt-, vägg-, pelararbete | Mest ekonomiskt, allmänt tillgängligt |
| Galvaniserad tråd | 16 AWG | Marina, kustnära zoner med hög luftfuktighet | Högre kostnad, bättre korrosionsbeständighet |
| Rostfri ståltråd | 16–18 AWG | Epoxibelagda eller rostfria armeringshållare | Förhindrar galvanisk korrosion mellan olika metaller |
| Förskuren bindtråd (spolar) | 16,5 AWG | Automatiska bindverktyg, högvolymarbete | Fungerar med batteridrivna slipsverktyg |
Tabell 1: Vanliga typer av bindtråd och deras rekommenderade tillämpningar vid armeringsstålarbete
Ett praktiskt tips från fältet: undvik att använda tråd som är för tung för stångkombinationen. Att binda #4 barer med 14 AWG-tråd ger vridsvansar som sticker ut i täckzonen. Twist tails måste alltid böjas inåt - mot burens kropp - så att de inte vandrar till betongytan och orsakar rostfläckar eller spjälkning.
Standard slipsmönster och var de ska appliceras
Det finns sex allmänt erkända dragmönster inom armeringsstål, var och en lämpad för en specifik foggeometri eller strukturella krav. Att veta vilken man ska använda minskar trådspill, snabbar upp produktionen och säkerställer att slipsen faktiskt håller under betongplaceringskrafter.
The Snap Tie
Snäppslipen (även kallad enkel knyt) är den snabbaste att utföra och lämpar sig för stångkorsningar i plana plattor och väggar där stänger korsar i 90 grader och fogen inte kommer att utsättas för kraftiga vibrationer. Dra tråden runt båda stängerna, korsa ändarna och vrid med ett krokverktyg tills det sitter åt. Det tar en erfaren järnarbetare mindre än 3 sekunder per slips. Snäppband är dock inte lämpliga för korsningar nära konstruktionsfogar eller på platser där stänger måste hållas exakt - de tillåter lätt rotation under kraft.
Sadelslipsen
För korsningar som behöver motstå mer rörelse - särskilt kolumnburbågar knutna till vertikala stänger - lindar sadelbandet tråden under korsningsstången och över den övre stången på båda sidor innan den vrids. Detta skapar en fyrpunktskontakt som motstår stångens rotation mycket bättre än ett knäppband. De flesta kolonnburspecifikationer kräver sadelband vid minst var tredje korsning, med snäppstag tillåtna på annat håll.
Åtta-slipsen
Används främst där stänger korsar i andra vinklar än 90 grader, eller där en särskilt säker fog behövs. Tråden passerar runt båda stängerna i ett åtta mönster innan den vrids. Denna förbindning är också att föredra för diagonal skjuvförstärkning i balkar och för förband i hörnen av pelarburar. Det tar lite mer tråd och tid men ger en märkbart styvare skarv.
Wrap-and-sadel slipsen
Tunga bursammansättningar - som de i bryggkapslar eller stora prefabricerade balkar - anger ofta omlindnings- och sadelband. Tråden lindas helt runt den nedre stången innan den dras över den övre stången och vrids. Detta är det säkraste manuella bindningsmönstret och krävs enligt vissa DOT-specifikationer för primär förstärkning i broelement.
The Snap Tie with Kick (Double Loop)
En variant på snäppbandet där tråden dubblas innan lindning. Vanligt i mattfundament där stängerna är stora (nr 8 och uppåt) och en enda trådsträng inte ger tillräckligt med klämkraft. Fördubbling av tråden fördubblar effektivt hållkraften vid fogen.
Knytverktyg: Från manuell krok till batteridrivna maskiner
Rätt bindningsverktyg minskar arbetstiden dramatiskt. På en stor kommersiell platthäll kan en besättning som använder batteridrivna automatiska bindningsverktyg uppnå 2–3 gånger bindningshastigheten av en besättning som använder manuella krokar, med mer konsekvent vridtäthet och mindre handtrötthet.
Manuella knytkrokar
Den manuella standardkroken är ett enkelt böjt stångverktyg, vanligtvis 8–10 tum långt. Det finns också hastighetskrokar med en roterande pipa som gör att vajern kan vridas genom att vrida handtaget istället för att snärta med handleden - dessa minskar handtröttheten avsevärt vid stora jobb. Manuella krokar kräver ingen strömkälla och fungerar i alla förhållanden, vilket gör dem till reservverktyget i trånga eller besvärliga utrymmen där ett automatiskt verktyg inte får plats.
Batteridrivna automatiska bindningsverktyg
Verktyg från tillverkare som MAX, Makita och DEWALT använder förladdade trådspolar för att linda och vrida en slips på under en sekund. Operatören placerar verktyget vid stångskärningen och trycker på avtryckaren — resten sker automatiskt. En enskild operatör med ett automatiskt verktyg kan utföra 200–300 bindningar per timme jämfört med 60–100 i timmen med manuell krok. Dessa verktyg är en äkta produktivitetsmultiplikator på stora hällar, prefabricerade burtillverkning och mattfundament.
Trådspolar för dessa verktyg säljs vanligtvis som 50-meters eller 120-meters rullar i mätare anpassade till den specifika verktygsmodellen. Kontrollera alltid spolens kompatibilitet med verktygsmärket - felaktiga spolar orsakar fastklämning och slöseri med tråd.
Pneumatiska bindverktyg
Pneumatiska bindningsverktyg är mindre vanligt i nordamerikansk konstruktion men används ofta i Japan och delar av Europa. Pneumatiska bindningsverktyg är snabbare än batteridrivna alternativ och kräver ingen laddning. De fungerar bra i prefabricerade anläggningar där en kompressor redan finns på plats. Avvägningen är luftslangen, som begränsar rörligheten jämfört med sladdlösa elverktyg.
Prefabricerade betongtillbehör That Work With Your Rebar Cage
I prefabricerad betongtillverkning är armeringsjärnsburen inte bara strukturell förstärkning – det är plattformen till vilken dussintals Prefabricerade betongtillbehör fästs före gjutning. Dessa tillbehör inkluderar lyftinsatser, formband, förankringsplattor, elektriska ledningsstöd, blockouter, hylsor och inbäddad anslutningsutrustning. Hur du binder din armeringshållare påverkar direkt hur exakt dessa tillbehör är placerade.
Barstolar och armeringshållare
Barstolar och distanser är bland de mest använda Prefabricerade betongtillbehör . De håller armeringsjärnshållaren i rätt höjd ovanför formen (nedre locket) och borta från vertikala formytor (sidoskyddet). Minimikraven för betongtäckning enligt ACI 318 för prefabricerade delar som inte utsätts för väder är typiskt 3/4 tum för plattor och väggar och 1,5 tum för balkar och pelare , men många förgjutare anger större täckning för hållbarhet.
- Plastbarstolar: lätta, motstå korrosion, tillgängliga i höjder från 3/4 tum till 4 tum; standardval för de flesta prefabricerade applikationer
- Betongblocksstolar: används där plastens punktbelastningshållfasthet skulle få stolen att slå in i en mjuk formyta; används ofta i markbärande plattor
- Kontinuerliga tråddistanser: används längs med en stång för att bibehålla sidoskydd i väggpaneler; snabbare att installera än enskilda stolar
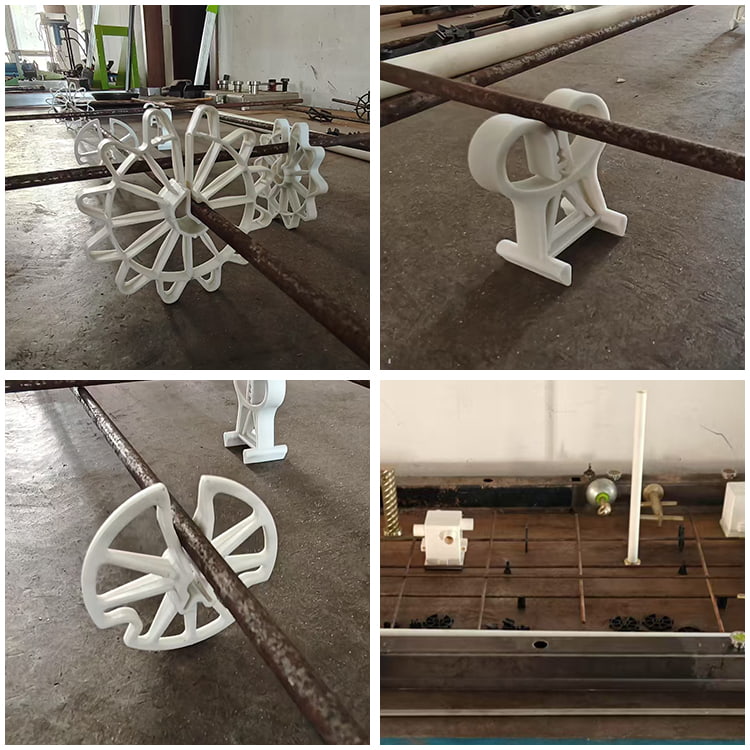
- Cirkulära distanser (munkar): fästs direkt på stången för att behålla täckningen från formade vertikala ytor; tillgänglig i standardomslag på 3/4, 1, 1,5, 2 och 3 tum
Lyftinsatser och ankare
Lyftskär är en av de mest säkerhetskritiska kategorierna av prefabricerade betongtillbehör. De måste placeras exakt i armeringsjärnshållaren och fästas säkert till intilliggande stänger för att förhindra rotation eller förskjutning under gjutning. En lyftinsats som förskjuts till och med en tum från sin angivna plats kan falla utanför den erforderliga inbäddningszonen, vilket potentiellt minskar dess nominella lastkapacitet med 20–40 % beroende på kantavståndseffekter.
Typiska bindningskrav för lyftinsatser: insatsens förankringsben är knutna till intilliggande armeringsjärn med hjälp av figur-åtta eller linda-och-sadel-band - inte snäppband. Insatstillverkare tillhandahåller vanligtvis installationsguider som anger minsta fästpunkter, och dessa bör följas strikt.
Inbäddade plattor och anslutningshårdvara
Stålplåtar, påsvetsade dubbar och konstruktionsvinklar inbäddade i prefabricerade delar kräver förankringsstänger som är knutna direkt till plattankarna och in i armeringsjärnshållaren. Knytmönstret måste vara tillräckligt styvt så att plattan inte roterar under vibration. Plåtar som är större än 6 tum i kvadrat bör knytas vid minst fyra punkter, med åtta-tal vid varje hörntapp.
Mekaniska armeringsjärnskopplingar
Mekaniska armeringsjärnskopplingar – som används vid konstruktionsfogar för att skarva stänger från ände till ände – är en specialiserad kategori av prefabricerade betongtillbehör som interagerar direkt med bindningsprocessen. När kopplingar är installerade måste stängerna på varje sida av fogen bindas till buren oberoende innan kopplingen gängas eller sänks. Kopplingar som är certifierade enligt ASTM A1034 måste utveckla 125 % av den specificerade sträckgränsen för den anslutna stången i spänning — de är verkliga strukturella element, inte bara positionsinnehavare.
Betongskydd och inspektion: siffrorna som betyder något
Betongöverdrag — avståndet från närmaste stångyta till den yttre betongytan — är det primära försvaret mot armeringskorrosion. Att uppnå specificerad täckning beror helt på korrekt placerade barstolar och en väl bunden armeringshållare som inte böjs av under betongplaceringskrafter.
| Medlemstyp | Exponeringstillstånd | Min. Kåpa (ACI 318) |
| Skiva, vägg, bjälklag | Ej utsatt för väder | 3/4 tum (19 mm) |
| Balk, kolumn | Ej utsatt för väder | 1,5 tum (38 mm) |
| Skiva, vägg, bjälklag | Utsatt för väder (#5 och mindre) | 1,5 tum (38 mm) |
| Skiva, vägg, bjälklag | Utsatt för väder (#6 och större) | 2 tum (50 mm) |
| Balk, kolumn | Utsatt för väder | 2 tum (50 mm) |
| Fot (kastat mot jorden) | I kontakt med marken | 3 tum (76 mm) |
Tabell 2: Minimikrav för betongtäckning enligt ACI 318 för olika element och exponeringsförhållanden
Vid inspektion är de vanligaste avvikelserna som upptäckts av kvalitetskontrollanter otillräcklig täckning (stänger vilar på formen utan stolar) och saknade band som gör att stänger kan spridas isär. Branschdata från precasters tyder på att upp till 15 % av de avvisade panelerna involverar omslagsrelaterade frågor som är direkt spårbara till otillräckligt stolsavstånd eller felaktig burbindning.
En praktisk inspektionschecklista för att binda armeringsstål:
- Stapelavstånd matchar ritningar inom tolerans (vanligtvis /- 1 tum för plattor, /- 3/8 tum för balkar)
- Stolar eller distanser finns med i intervaller som anges på placeringsritningarna (vanligtvis var fjärde fot för plattor)
- Alla varvskarvlängder är korrekta och helt knutna över överlappningszonen
- Trådsvansarna är böjda inåt och sticker inte ut mot ytan
- Alla inbäddade tillbehör (insatser, plattor, ärmar) är knutna till buren vid minsta specificerade fästpunkter
- Inga lösa band - varje bunden korsning håller under ett handtrycktest
Bindning av armeringsstål i prefabricerad produktion: Process- och kvalitetskontroll
Prefabricerad betongproduktion skiljer sig från platsgjuten konstruktion på flera viktiga sätt som påverkar hur bindning av armeringsstål sköts. I en prefabricerad fabrik tillverkas burar på dedikerade jiggbord eller horisontella bäddar och lyfts sedan upp i former för gjutning. Burtillverkningsprocessen är mycket systematiserad och de flesta anläggningar använder standarddriftsprocedurer (SOP) som specificerar dragmönster, trådmått och tillbehörsplacering i detalj.
Jig-baserad burtillverkning
Jigbord i stål med justerbara stiftstopp gör det möjligt för arbetare att placera och knyta armeringshållare till exakta mått innan de lyfts upp i form. Jiggen säkerställer att stångavståndet och övergripande burdimensioner är korrekta innan någon tråd appliceras. I en välskött prefabricerad fabrik kan burtillverkning på en jigg minska dimensionsrejektet med 60–70 % jämfört med att binda i själva formen.
Efter att buren är bunden på jiggen fästs tillbehör: stångstolar fästs vid bottenstängerna, lyftinsatser kopplas till de angivna platserna och all inbäddad hårdvara är säkrad. Den färdiga buren lyfts sedan som en enhet och sätts in i formen, där kantdistanser och ytterligare tillbehör kan läggas till innan gjutning.
Dokumentation och spårbarhet
Prefabricerade kvalitetstillverkare upprätthåller dokumentation som spårar varje burenhet tillbaka till placeringsritningarna, stapellistan och arbetarna som tillverkade den. Detta är inte bara god praxis – det krävs av standarder som PCI MNL-116 (manual för kvalitetskontroll för anläggningar och produktion av strukturella prefabricerade betongprodukter) och av många projektspecifikationer för bro- och byggnadskomponenter.
När en bristande överensstämmelse upptäcks - t.ex. ett saknat band vid en lyftinsats eller en förankringsplatta som inte är i läge - gör dokumentationens spårbarhet tillverkaren att undersöka grundorsaken och korrigera processen framöver. Utan det återkommer samma fel.
Knytfrekvens i högproduktionsprecast
Inte varje korsning i en mattbur behöver knytas. De flesta specifikationer och manualen för CRSI (Concrete Reinforcing Steel Institute) Placering av armeringsjärn tillåter koppling av alternativa korsningar i platta gallerburar, förutsatt att bundna korsningar inte är mer än 18 tum från varandra i någon riktning. I praktiken binda alla perimeterkorsningar och varannan inre korsning producerar en bur som håller sin geometri utan arbetskostnaden för att binda varenda korsning.
Där denna regel ändras: alla korsningar inom 24 tum från en konstruktionsfog, alla korsningar inom inbäddningszonen för en lyftinsats eller förankringsplatta, och alla korsningar vid överlappsskarvar måste vara helt knutna utan att hoppa över.
Vanliga misstag vid bindning av armeringsstål och hur man undviker dem
År av fältobservationer och kvalitetsrevisionsdata från prefabricerade och platsgjutna konstruktioner avslöjar konsekvent samma kluster av fel. Att känna igen dem är det första steget för att eliminera dem.
Underbindande stora burar
På stora burar - säg en 40-fots brobalkbur med hundratals korsningar - hoppar arbetare ibland över band för att spara tid. Resultatet är en bur som verkar stabil på jiggen men sprider sig vid lyft med kran eller skiftar under betongvibrationer. Varje stångrörelse under betongplacering är permanent ; betongen låser stången var den än lägger sig när den stelnar. Fixeringen är en kopplingsfrekvensstandard som upprätthålls av en förman eller QC-inspektör, som inte lämnas till individuellt gottfinnande.
Utskjutande trådsvansar
En vridsvans som vänster pekar utåt mot en formyta kan migrera till inom 1/4 tum från betongytan under vibration. När betongen stelnat rostar svansen och fläckar ytan under de första frys-upptiningscyklerna. I arkitektonisk prefabricering är detta en slutdefekt. I strukturell prefabricering indikerar det dålig kvalitetskontroll. Varje trådsvans måste böjas inåt - det tar en extra sekund och eliminerar problemet helt.
Fel stolhöjder
Att använda fel stolshöjd är anmärkningsvärt vanligt på platser där flera prefabricerade element med olika täckningskrav tillverkas i samma område. Att förvara stolar på höjd i tydligt märkta papperskorgar och att kontrollera stolens höjd mot placeringsritningen innan tillverkningen startar är den enklaste förebyggande åtgärden. En felläsning av 3/4-tums stolar kontra 1,5-tums stolar är inte uppenbar visuellt under en snabb genomgång; det visar sig bara i en fysisk mätning.
Otillräckliga band på tillbehörsställen
Som nämnts tidigare måste lyftinsatser och inbäddade plåtar knytas med figur-åtta eller linda-och-sadelband, inte snäppband. Ett snäppband vid ett lyftinsatsankarben kan rotera under krafterna från betongplacering. När betongen hårdnar kan skäret vara vinklat snarare än vertikalt, vilket minskar dess effektiva belastningskapacitet och potentiellt orsaka att den gängade anslutningen för lyftbeslaget binder eller korsar gängan.
Ignorera Bar Coating-kompatibilitet
Epoxibelagt armeringsjärn kräver kompatibel bindtråd för att förhindra galvanisk korrosion vid kontaktpunkten. Svart glödgad tråd bunden till epoxibelagd stång skapar en liten galvanisk cell vid varje hack eller kontaktpunkt i beläggningen. Använd epoxibelagd eller galvaniserad bindtråd med epoxibelagd armeringsjärn , som specificeras i ASTM A775 och relaterade standarder. Denna detalj förbises ofta i fält men krävs uttryckligen i bro- och marina strukturspecifikationer.
Att välja prefabricerade betongtillbehör för långtidsprestanda
Valet av prefabricerade betongtillbehör - från barstolar till lyftsystem - har en direkt inverkan på hur länge en prefabricerad konstruktion fungerar utan underhåll. Tillbehör som korroderar, deformeras under belastning eller brister dimensionellt efter år i drift kan äventyra den strukturella integriteten hos annars välbyggda delar.
Materialval för barstolar och distanser
Barstolar i plast (polypropen eller högdensitetspolyeten) är standarden för de flesta prefabricerade och platsgjutna arbeten. De är kemiskt inerta, korroderar inte och är formstabila vid de temperaturer som förekommer vid betonghärdning. Det relevanta problemet med plaststolar är punktbelastningsprestanda under tungt armeringsjärn: #11 barer och större, eller buntade bargrupper, kan spräcka tunnväggiga plaststolar om stolsavståndet är för stort. Använd kraftiga stolar som är klassade för den förväntade belastningen, eller byt till ståltrådsstolar för stora stångapplikationer.
Ståltrådsstolar är lämpliga för tunga burar och kan sträcka sig bredare utan att böjas, men de måste antingen vara epoxibelagda eller placerade med ett skydd på minst 1,5 tum ovanför formen - kala stålstolar på en formyta kommer att telegrafera en rostfläck till betongytan inom några år.
Lyftskärs belastningsklasser och säkerhetsfaktorer
Lyftinsatser måste väljas baserat på vikten av den prefabricerade delen, antalet plockpunkter, lyftstropparnas vinkel och den dynamiska belastningsfaktorn som tillämpas under plock- och svängoperationer. De flesta tillverkare av lyftinsatser kräver en minsta säkerhetsfaktor på 4:1 under statisk belastning , med dynamiska faktorer på 2–3 tillämpade för att ta hänsyn till kranchockbelastningar.
Samspelet mellan lyftinsatser och armeringsjärnshållaren är kritisk. Ett skär som inte är ordentligt knutet till intilliggande stänger utvecklar inte sin fulla ingjutningshållfasthet - betongkonens utbrytningskapacitet beror på att skäret hålls i sitt designläge med tillräckligt kantavstånd och ingjutningsdjup. Läs alltid tillverkarens installationsanvisningar för minsta avstånd till kanter och andra skär, och verifiera dessa mot placeringsritningarna innan tillverkningen påbörjas.
Inbyggd anslutningshårdvara
Svetsplattor, bultskenor och konstruktionsvinklar inbäddade i prefabricerade element fungerar som anslutningspunkter för fältuppförda konstruktionsstål, beklädnadssystem eller intilliggande prefabricerade element. Deras positionsnoggrannhetskrav är snäva - fältmonteringstoleranser för konstruktionsstålanslutningar är vanligtvis /- 1/4 tum i plan och höjd, vilket innebär att den inbäddade plattan måste landa inom den toleransen efter att alla tillverkningstoleranser och monteringstoleranser är staplade. Att korrekt knyta ankartapparna eller ankarbenen på inbäddade plattor till armeringsjärnsburen och placera buren noggrant på kalibrerade stolar, är hur den toleransen upprätthålls.
Sammanfattning: Bästa praxis för att binda armeringsstål i prefabricerade och gjutna arbeten
Grunderna för att knyta armeringsstål är inte komplicerade, men de kräver konsekvent uppmärksamhet vid varje steg av burtillverkning och placering. Här är de viktigaste takeaways:
- Använd 16 till 16,5 AWG glödgad svart tråd för standardarbete; matcha trådtyp till armeringsjärnsbeläggning (galvaniserad eller epoxitråd med belagda stänger)
- Applicera sadel- eller åttaband på platser med hög rörelse - kolonnburbågar, konstruktionsfogar, överlappsskarvar och inbäddade tillbehörsförankringspunkter
- Böj alla trådspetsar inåt efter vridning för att förhindra migrering mot betongytan
- Använd the correct bar chair height for the specified cover — verify against the placing drawing before fabrication, not after
- Knyt alla Prefabricerade betongtillbehör (inlägg, plåtar, ärmar) vid tillverkarens angivna minsta fästpunkter med hjälp av åtta- eller omlott- och sadelband
- Överväg batteridrivna automatiska bindningsverktyg för arbete med stora volymer – produktivitets- och konsekvensvinsterna är betydande
- Inspektera burarna innan de placeras med hjälp av en skriftlig checklista - lock, avstånd, skarvlängder, tillbehörspositioner och dragsvansar
- I prefabricerad produktion, tillverka på jiggbord och underhålla dokumentation som stöder spårbarhet och kvalitetsrevisionskrav
En väl bunden bur är osynlig i den färdiga strukturen - vilket är precis som det ska vara. Målet är betong som presterar exakt som designat, med armering som stannar exakt där den placerades, under hela konstruktionens livslängd.